KUNDENERFOLGSGESCHICHTE
E&R: Fortschrittliches Wafer-Ritzen mit Monaco
Die Herausforderung
Die E&R Engineering Corp. (mit Sitz in Kaohsiung, Taiwan) wollte eine Ritzmaschine der nächsten Generation entwickeln, die in der Lage ist, Miniaturchips mit Abmessungen von weniger als einem Millimeter voneinander zu trennen. Kevin Chang, Manager für Vertrieb und Service im Ausland bei E&R, erklärt: „Da die Gesamtabmessungen einiger Logikchips immer kleiner werden, stellt der Ritzprozess technisch immer höhere Anforderungen. Unsere Kunden müssen Tausende dieser Chips aus einem einzigen Wafer herausschneiden, ohne auf breite Trennstreifen zurückgreifen zu müssen. Daher muss der Ritzprozess präzise und relativ schonend sein, um thermische oder physische Schäden an den dicht beieinander liegenden Chips zu vermeiden, die sich negativ auf die Ausbeute auswirken könnten. Aber auch wirtschaftliche Erwägungen erfordern eine hohe Durchsatzgeschwindigkeit.“
Das 1994 gegründete Unternehmen liefert leistungsstarke automatisierte Maschinen für verschiedene Branchen, darunter Halbleiter, LEDs, passive Bauelemente und medizinische Geräte. Mit Servicezentren in den USA, Europa und an mehreren Standorten in Südostasien hat sich das Unternehmen mittlerweile als erfolgreicher globaler Anbieter dieser High-End-Maschinen für Halbleiter etabliert, von denen viele auf Lasertechnologie basieren. (Zu den weiteren Technologien in ihrem Portfolio gehören die Plasmabehandlung sowie mechanische Stanz- und Pressmaschinen.)
Ihre ersten Lasermaschinen waren ursprünglich für die Markierung konzipiert, doch heute eignen sie sich für alle Arten von Mikrobearbeitungsanwendungen wie Bohren, Schneiden, Ritzen und Nuten. Zu diesen Maschinen gehören zahlreiche Coherent sowie PowerLine Lasermarkierer mit Wellenlängen vom UV- bis zum IR-Bereich und mit Pulsdauern von Nanosekunden bis hinunter zu Femtosekunden.
Die Lösung
Chang erklärt, dass das Zersägen von Wafern aus mehreren Materialien aufgrund der unterschiedlichen Materialien sowie der Gesamtdicke in der Regel ein zweistufiger Prozess ist. Er fügt hinzu: „Der entscheidende erste Schritt besteht darin, das Metall (Kupfer) auf der Rückseite des Wafers mit einem Laser sauber zu durchtrennen. Ein wichtiges Anliegen ist hier die Wärmeeinflusszone HAZ).“ Nach diesem Ritzschritt, erklärt er, wird in einem zweiten Prozess der Großteil des Wafers von der Vorderseite her durchtrennt. Ein Diamantsägeblatt war hierfür bislang das Standardwerkzeug, doch bei kleineren Chips ist oft eine andere Methode erforderlich, wie beispielsweise das Plasmaätzen.“
Die Wärmeeinflusszone (HAZ) ist der Bereich neben einem Laserschnitt oder einer Laserrille, in dem das Material thermisch verändert wird (z. B. geschmolzen, umgewandelt oder verbrannt). Beim Dicing von Logikchips besteht ein Hauptrisiko darin, dass eine HAZ die Schaltkreise beschädigen und deren Funktion beeinträchtigen könnte. Glücklicherweise lässt sich die HAZ durch kürzere Laserpulse minimieren, bei denen der Großteil der Pulsenergie vom abgetragenen Material abgeführt Pulsenergie , bevor sie in das umgebende Substrat fließen kann.
Eine zentrale Frage für E&R lautete daher: Welcher Lasertyp eignet sich für die Bearbeitung der neuesten kleinen Stanzwerkzeuge? In der Vergangenheit mussten Maschinenbauer zwischen einem Laser mit hohem Durchsatz, wie beispielsweise einem Infrarot- oder grünen Nanosekunden-Faserlaser, und einem Laser mit extrem geringer Wärmeeinflusszone (HAZ), wie beispielsweise einem Ultrakurzpulslaser (USP), wählen. Während USP-Laser mit Pikosekunden-Pulsbreiten zuvor gut für diese Anwendung geeignet waren, erforderte der Trend zu kleineren Stanzformen eine noch geringere HAZ, d. h. einen Femtosekundenlaser.
Bis vor kurzem wiesen Femtosekundenlaser für diese Art von Anwendung jedoch drei Einschränkungen auf: Sie waren nur mit begrenzter Leistung erhältlich, ihre Zuverlässigkeit und Lebensdauer waren fragwürdig, und die Kosten pro Watt waren zu hoch. Die neuesten Monaco von Coherent jedoch leistungsskalierbare Fasertechnologie, um diese Probleme erfolgreich zu lösen – mit einer Leistung von bis zu 60 Watt in einem kompakten, robusten Gehäuse. Nach sorgfältiger Prüfung, so Chang, habe E&R beschlossen, seine Wafer-Ritzmaschinen der nächsten Generation, wie beispielsweise die WB-300, mit einer Auswahl an 20-W- oder Monaco anzubieten.
Das Ergebnis
Chang erklärt, dass E&R und vor allem deren Kunden mit den Ergebnissen, die die Coherent Monaco bereits liefern, sehr zufrieden sind. Er weist darauf hin, dass ihre WB-300-Maschinen Galvo-Abtasttechnologie nutzen, um die Laserschneidgeschwindigkeit zu maximieren. Die Kombination aus hoher Leistung und hoher Wiederholfrequenz des Monaco bis zu 50 MHz) ermöglicht es ihnen, diese Eigenschaft voll auszuschöpfen, und das Werkzeug erreicht Ritzgeschwindigkeiten von bis zu 5 m/s in einem Durchgang. Wichtig ist, dass diese Maschinen zudem eine sehr hohe Genauigkeit (3 µm) bieten, was es dem Anwender ermöglicht, High-End-Wafer zu bearbeiten und gleichzeitig die Anforderungen an sehr schmale Sägespuren zu erfüllen.
Chang cites the short pulse width and superior beam quality as the two most critical parameters. Thanks to these features, the new E&R machines are easily delivering single-pass scribes with widths <30 microns and multi-pass scribes in the 30-60 micron range.
Er fasst zusammen: „Bei der Mikrobearbeitung hochwertiger Wafer haben wir uns einen hart erarbeiteten Ruf als Anbieter von Maschinen höchster Qualität erworben, die sich durch Innovation und hohe Leistungsfähigkeit auszeichnen. Und auch in all diesen Bereichen überzeugt Monaco .“
„Wir haben uns einen hart erarbeiteten Ruf als Anbieter hochwertiger Maschinen erworben, die sich durch Innovation und hohe Leistungsfähigkeit auszeichnen. Und Monaco überzeugt Monaco auch in all diesen Bereichen.“
— Kevin Chang, Leiter Auslandsvertrieb und Kundendienst, E&R Engineering Corp., Kaohsiung, Taiwan.

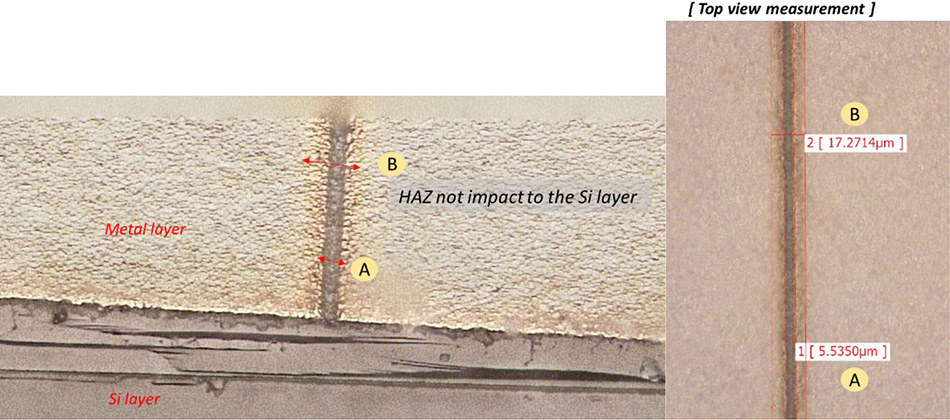
Abbildung 1. Die Monaco erzeugen hochwertige Schnittkanten mit vernachlässigbarer Wärmeeinflusszone. Bildquelle: E&R Engineering Corp.

Abbildung 2. E&Rbietet seine WB-300-Maschinen wahlweise mit 20- oder 30 Monaco an. Bildquelle: E&R Engineering Corp.