KUNDENERFOLGSGESCHICHTE
SmartWeld+ schließt die Lücken im Produktionsschweißen
Als das auf Produktionsautomatisierung spezialisierte Unternehmen teamtechnik mit der Entwicklung einer Schweißanlage beauftragt wurde, wandte es sich an Coherent dessen Laserkompetenz in Anspruch zu nehmen. So fanden sie einen Partner, der ihnen dabei hilft, ihren Kunden kontinuierlichen Support zu bieten.
Der Experte für Produktionsautomatisierung teamtechnik liefert alles von manuellen bis hin zu vollautomatischen schlüsselfertigen Anlagen für Fertigung, Montage und Prüfung. Das Know-how des Unternehmens deckt ein breites Spektrum an Technologien ab, darunter Teilehandhabung, verschiedene Prüfverfahren und Fügeverfahren, vor allem für die E-Mobilitätsbranche. Im Jahr 2019 wurde das Unternehmen von einem Hersteller von Akkupacks für handgeführte Elektrowerkzeuge mit der Entwicklung einer Schweißanlage beauftragt.
Insbesondere wurde teamtechnik damit beauftragt, automatisierte Lösungen für das Schweißen von 11 verschiedenen Verbindungen zu entwickeln. Dazu gehörte auch das Verbinden unterschiedlichster Werkstoffe. Da das Unternehmen nicht über umfassendes internes Know-how im Bereich Laserschweißen verfügte und so viele Prozesse in kurzer Zeit entwickelt werden mussten, wandte es sich an Coherent , um Unterstützung zu erhalten.
Eine intelligentere Art zu schweißen
Dem Coherent wurden Materialproben zur Verfügung gestellt. Eine Reihe von Tests zeigte schnell, dass all diese Prozesse mit dem Coherent Bearbeitungskopf in Verbindung mit einem 1-kW-Single-Mode-Faserlaser (dem HighLight FL1000CSM) erfolgreich durchgeführt werden konnten.
SmartWeld+ ist ein spezielles Schweißwerkzeug, das eine fortschrittliche Form der Strahlformung mit einer Vielzahl von Oszillationsmustern nutzt. Es ermöglicht zudem eine präzise Steuerung der abgegebenen Laserenergie des Schweißvorgangs. Zusammen ermöglicht dies eine sorgfältige Steuerung der Breite, Tiefe und des Eindringprofils der Schweißnaht. Es eignet sich besonders für das Fügen von wärmeempfindlichen Werkstoffen und unterschiedlichen Materialkombinationen, wie beispielsweise Kupfer mit Aluminium oder Stahl. Zudem können damit stark reflektierende oder flüchtige Werkstoffe mit weniger Spritzern, Porosität und Rissbildung geschweißt werden.
Schwierige Materialien
SmartWeld+ ermöglicht sogar die Bearbeitung „schwieriger“ Werkstoffe – also solcher, die sich herkömmlichen Methoden des Laserschweißens nicht anpassen lassen. Einige der beim Bau von Batteriepacks verwendeten Werkstoffe fielen in diese Kategorie.
Beispielsweise muss bei einer Schweißnaht ein 0,5 mm dickes Stück verzinktes Kupfer mit einem 1,0 mm dicken Stück vernickeltem Kupfer verbunden werden. Der niedrige Schmelzpunkt von Zink hat in der Vergangenheit Probleme beim Laserschweißen verursacht. Insbesondere bildet es chaotische Blasen, wenn es auf die zum Schmelzen von Kupfer erforderliche Temperatur gebracht wird. Dies führt zu Hohlräumen und Porosität in der fertigen Schweißnaht sowie zu erheblichen Spritzern.
Dieses Bauteil musste an beiden Enden geschweißt werden. Ein Ende war flach, das andere wies eine 90°-Biegung auf. Diese Gegebenheiten unterschieden sich so stark voneinander, dass zwei separate Parametersätze entwickelt werden mussten, um jede Schweißnaht zu optimieren. Außerdem ist in das Bauteil ein Kunststoffteil eingebettet, das beim Schweißen nicht erhitzt werden darf.
Die Möglichkeit, die genaue Form der Schweißnaht mit SmartWeld+ anzupassen, erwies sich hier als sehr nützlich. So konnte eine Verbindung geschaffen werden, die groß genug war, um die erforderliche elektrische Leitfähigkeit und mechanische Festigkeit zu gewährleisten, ohne dabei zu nah an das Kunststoffteil heranzukommen. Zwar werden auf beiden Seiten des Teils ähnliche Schweißbahnen verwendet, doch unterscheiden sich die Richtungen, in denen sie aufgetragen werden. Die Entwicklungsteams von teamtechnik Poland und Coherent stellten Coherent fest, dass bei einer der Schweißnähte optimale Schweißergebnisse erzielt wurden, wenn zwischen den Teilen ein kleiner Spalt vorhanden war.
Bei beiden Schweißnähten war die dynamische Leistungsmodulation ein wesentlicher Bestandteil der Lösung. Diese ermöglicht es, das Schmelzbad während des Schweißens zu stabilisieren und Porosität zu vermeiden. Zudem wird die Spritzbildung deutlich reduziert.
Umgang mit Prozessschwankungen
Eine weitere Schweißnaht betraf die Verbindung zweier 0,3 mm dickerSIGMACLAD®-Teile.SIGMACLAD ist ein Verbundwerkstoff, der speziell für die Herstellung elektrischer Verbindungen in Lithium-Ionen-Batteriepaketen entwickelt wurde. Es handelt sich um einen fünfschichtigen Verbundwerkstoff, bestehend aus Ni|Edelstahl|Cu|Edelstahl|Ni. Diese Kombination bietet bessere Eigenschaften als jedes einzelne Metall. Insbesondere sorgt das Kupfer für Wärmeleitfähigkeit hervorragende elektrische und Wärmeleitfähigkeit zur Wärmeableitung), während die Edelstahlschichten das Material leichter schweißbar machen und zudem die Festigkeit der Schweißverbindung erhöhen. Die äußeren Nickelschichten erleichtern das Löten und verleihen dem Material eine gute Korrosionsbeständigkeit.
DaSIGMACLAD speziell für die Kompatibilität mit dem Laserschweißen entwickelt wurde, gingen weder das Coherent von teamtechnik noch Coherent davon aus, dass diese Verbindung eine große Herausforderung darstellen würde. In der Praxis stellten sie jedoch fest, dass Schwankungen in der Materialdicke, Abweichungen bei der Dicke der einzelnen Schichten sowie geringe Maßtoleranzen des Bauteils insgesamt zu Prozessabweichungen und einer ungleichmäßigen Passung führten. Tests ergaben, dass eine Fixierung erforderlich sein würde, um den Spalt zwischen den beiden Teilen auf weniger als 0,05 mm zu begrenzen und so eine 100-prozentige Erfolgsquote bei den Schweißnähten zu erreichen.
Die Gesamtgröße der Schweißnaht beträgt in diesem Fall 1 mm × 2,5 mm. Der fokussierte Laserstrahl deutlich kleiner als dieser Bereich, daher führt der SmartWeld+ den Strahl mehrmals hin und her und verschiebt ihn dabei zwischen den einzelnen Durchgängen geringfügig in senkrechter Richtung, um den gesamten Bereich abzudecken. Darüber hinaus zeigten Tests, dass es notwendig war, den Laser während der Bewegung zu modulieren, da es andernfalls an den Enden des Scanbereichs zu übermäßigen Spritzern kam.
Einige der Prozesse änderten sich sogar noch, nachdem die Anlagen im Werk des Endkunden installiert und in Betrieb genommen worden waren. Die Coherent leistete weiterhin Unterstützung, um darauf zu reagieren.
So wird beispielsweise bei einer Schweißnaht 0,3 mm dickesSIGMACLAD mit 1,0 mm dickem, nickelbeschichtetem Kupfer verbunden. Das Problem trat hier erst auf, nachdem die Anlage bereits installiert war und vom Endnutzer zwei Jahre lang erfolgreich betrieben worden war. Dann änderte der Materiallieferant seine Rezeptur und es traten zudem Probleme mit der Sauberkeit des Kupfers auf. Dies führte zu erheblichen Spritzern bei Verwendung des Prozessrezepts, das ursprünglich ohne Schwierigkeiten angewendet worden war.
Die Flexibilität des SmartWeld+ erwies sich in diesem Fall als besonders wertvoll. Vor allem die Möglichkeit, die Schweißparameter einfach per Software zu variieren, ohne Änderungen an der Hardware oder der Vorrichtung vornehmen zu müssen. Eine neue Testreihe bei Coherent , dass die Implementierung einer Lasermodulation in diesem Prozess das Problem lösen würde.
Gemeinsam zum Erfolg
Durch die Zusammenarbeit mit dem Coherent konnte sich teamtechnik auf das konzentrieren, was das Unternehmen am besten beherrscht – nämlich die Automatisierung. „Wir brauchten einen Partner, um all diese Laserschweißprozesse innerhalb der von unserem Kunden vorgegebenen Zeit- und Kostenvorgaben zu entwickeln“, erklärt Maciej Zaborowski, Spezialist für Schweißtechnik bei teamtechnik POLAND. „Insbesondere wollten wir jemanden finden, der über das Fachwissen und die Einrichtungen verfügt, um die Materialien zu testen und festzustellen, ob sie alle laserschweißbar sind, und anschließend spezifische Prozessrezepte zu entwickeln, die in der Produktion funktionieren.“
Coherent all diese ErwartungenCoherent . Außerdem endete unsere Zusammenarbeit mit dem Unternehmen nicht nach dieser anfänglichen Prozessentwicklung. Sie haben uns weiterhin unterstützt, als Materialänderungen zu Produktionsschwankungen in Prozessen führten, die bis dahin gut funktioniert hatten. Wir konnten keinen anderen Laserhersteller finden, der in diesem Umfang die Verantwortung für den Prozess übernommen hätte.“
„SmartWeld+ liefert uns hervorragende Ergebnisse und lässt sich problemlos an Prozessänderungen anpassen. Der eigentliche Grund, warum wir uns für Coherent entschieden haben, Coherent jedoch der Support. Kein anderer Anbieter war bereit, die notwendigen Entwicklungsarbeiten durchzuführen, um sicherzustellen, dass wir die Anforderungen unserer Endkunden erfüllen können.“
— Maciej Zaborowski, Spezialist für Schweißtechnik, teamtechnik POLEN

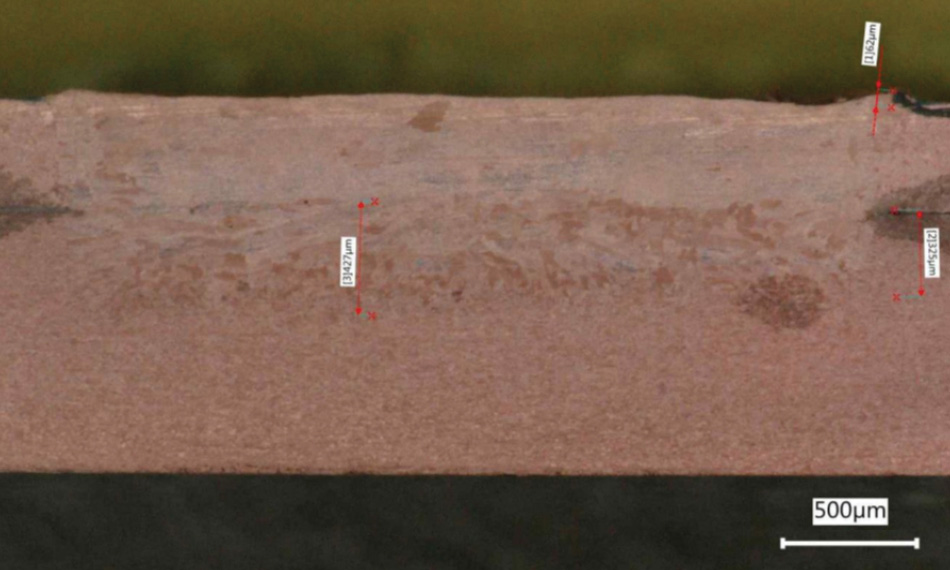

Abbildung 1. Querschnittund Draufsicht auf die Schweißverbindung zwischen 0,5 mm starkem verzinktem Kupfer und 1,0 mm starkem vernickeltem Kupfer.
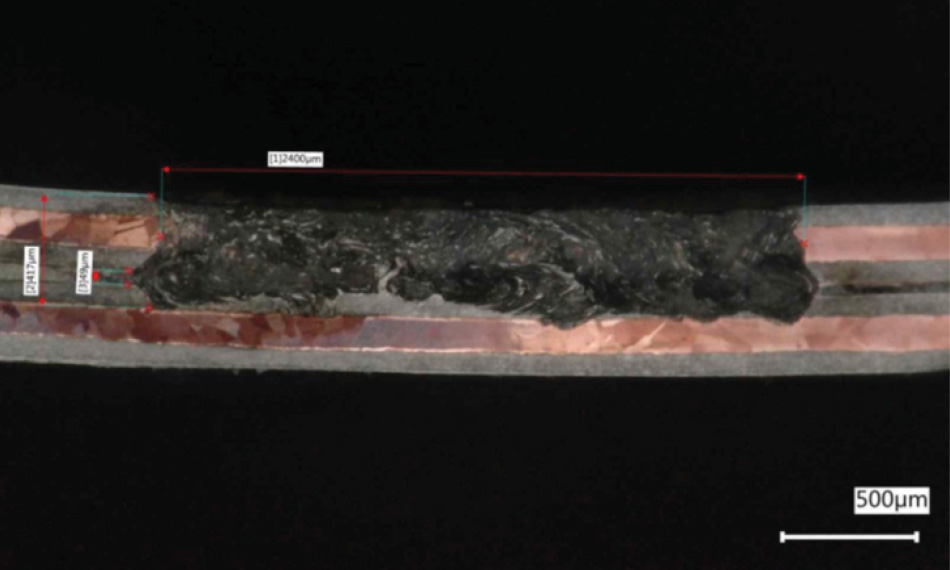

Abbildung 2. Querschnittund Draufsicht auf die Schweißnaht zwischen 3 mmSIGMACLAD und 3 mmSIGMACLAD.
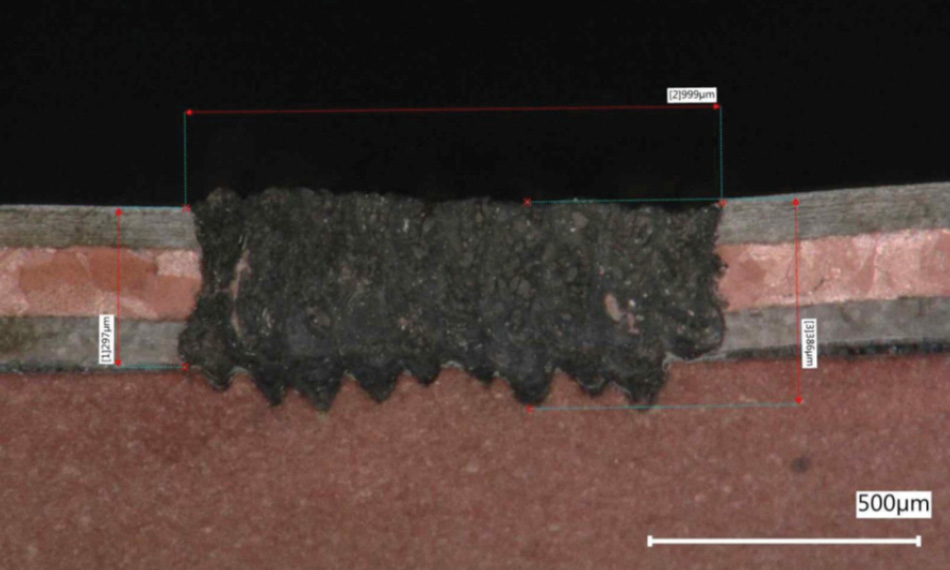
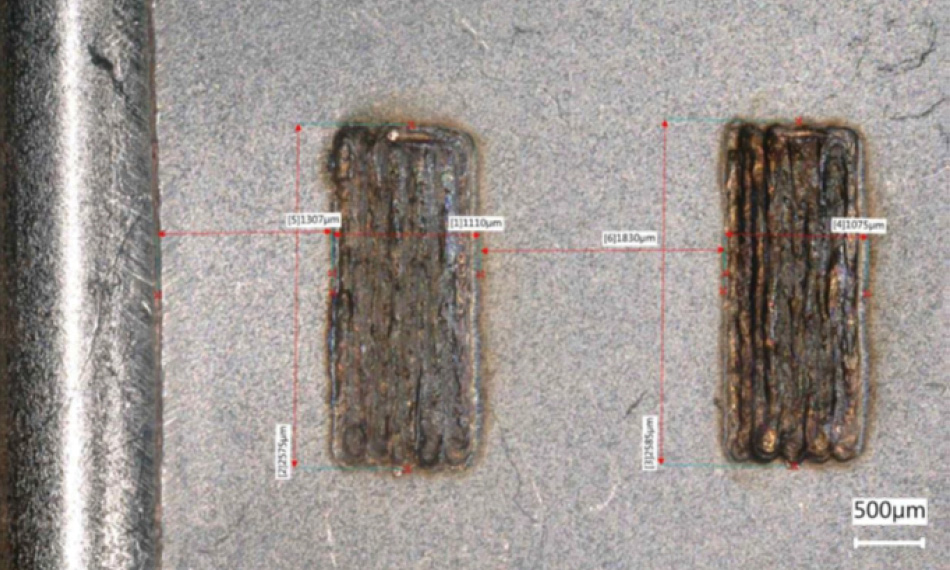
Abbildung 3. Querschnittund Draufsicht auf die Schweißnähte zwischen 3 mmSIGMACLAD und 1,0 mm nickelbeschichtetem Kupfer.