WEISSBUCH
Neues laserbasiertes Leiterplattentrennung von Coherent die Prozessauslastung
Technologische Veränderungen bei den Materialien, der Dicke und der Zusammensetzung von Leiterplatten führen dazu, dass man sich zunehmend von herkömmlichen mechanischen Schneide- und Depaneling-Verfahren abwendet und auf laserbasierte Verfahren umsteigt. Doch nicht alle Laser für Leiterplattentrennung gleich. Es bestehen erhebliche Unterschiede zwischen den verschiedenen Lasern hinsichtlich der Schneideigenschaften und -qualität, insbesondere was die Wärmeeinflusszone (HAZ) betrifft. Dies wirkt sich wiederum auf die Prozessausnutzung aus, da es bestimmt, wie dicht Schaltkreise auf einer Leiterplatte platziert werden können, und kann auch die Schaltkreisfunktionalität sowie nachgelagerte Prozesse wie die Wasserdichtigkeit oder die EMI-Abschirmung beeinflussen. Dieses Dokument stellt einen neuen Nanosekundenlaser und den dazugehörigen Schneidprozess vor, Coherent bei Coherent entwickelt wurden Coherent Leiterplattentrennung einer im Vergleich zu anderen derzeit verfügbaren Produkten deutlich reduzierten HAZ ermöglichen.
Der wachsende Bedarf an Laser-Depaneling
Das anhaltende Marktwachstum bei miniaturisierten elektronischen Geräten – darunter Smartphones, verschiedene Wearables, VR-Geräte, Sensoren für die Automobilindustrie und Hausautomationsgeräte, um nur einige Beispiele zu nennen – führt unmittelbar zu einem Bedarf an Leiterplatten mit höherer Packungsdichte und besserer Leistung. Diese Geräte sind nicht nur physisch kleiner und komplexer als die Mikroelektronik der vorherigen Generation, sondern es besteht auch eine Nachfrage seitens der Verbraucher nach mehr Energieeffizienz (für eine längere Akkulaufzeit) und geringeren Kosten.
Im Bereich der Leiterplattentechnologie hat dies mehrere Trends ausgelöst. Dazu gehören der Einsatz dünnerer herkömmlicher Leiterplatten, die großflächige Einführung von Flex-Leiterplatten, dickere Leiterbahnen sowie die verstärkte Nutzung von Dielektrika mit niedrigem κ-Wert (letzteres insbesondere für die 5G-Technologie). Auch Kostenaspekte erfordern eine verbesserte Prozessauslastung. Konkret bedeutet dies, dass die Leiterplatten auf einer Platte enger beieinander angeordnet werden, um die Ausbeute zu steigern.
Was das Depaneling betrifft, erfordert all dies immer schmalere Schnittspalten und eine höhere Maßgenauigkeit beim Schneidprozess. Da der Schnitt näher an den funktionalen Bereichen der Leiterplatte erfolgt, darf der Schneidprozess das umgebende Material oder die Schaltkreise weder durch mechanische Beanspruchung noch durch Wärme beeinträchtigen. Eine weitere Anforderung ist die minimale Entstehung von Spänen, die einen anschließenden Reinigungsschritt erforderlich machen könnten.
All diese Einschränkungen machen herkömmliche mechanische Leiterplattentrennung – darunter Fräsen, Sägen, Stanzen, Lochen, Ritzen und das sogenannte „Pizza-Schneiden“ – weniger praktikabel und weniger kosteneffizient. Dies führt zu einer zunehmenden Hinwendung zum Laserschneiden, das in nahezu allen zuvor genannten Bereichen erhebliche Vorteile bietet, wenn auch meist auf Kosten einer geringeren Schnittgeschwindigkeit.
Laserschneiden verstehen
Das Laser-De-Paneling ist natürlich schon seit einiger Zeit im Einsatz. Es ist jedoch wichtig, die verschiedenen laserbasierten Technologien zu verstehen und voneinander zu unterscheiden. Bei den ursprünglichen Anwendungen kamenCO₂-Laser zum Einsatz, die im fernen Infrarotbereich emittieren. Diese Technologie schneidet durch Erhitzen des Grundmaterials, was zu einer erheblichen Wärmeeinflusszone führt. Außerdem lässt sich diese lange Wellenlänge im Vergleich zu kürzeren UV-Wellenlängen Wellenlänge auf einen so kleinen Spot fokussieren, was eine größere Schnittbreite zur Folge hat.
Vor über einem Jahrzehnt etablierte sich der Diode Festkörperlaser (DPSS) mit Nanosekunden-Pulsdauer und dreifacher Frequenz als praktikable Quelle für Leiterplattentrennung. Er bietet eine ultraviolette (355 nm) Ausgangsleistung mit ausreichender Pulsenergie Materialabtrag durch einen relativ „kalten“ Ablationsprozess Pulsenergie ermöglichen. Das heißt, ein Prozess mit einer viel geringeren (aber immer noch wahrnehmbaren) Wärmeeinflusszone als beim CO2-Laser und zudem deutlich weniger anfallendem Abfall und Umformmaterial. Die Pulsenergie die Wiederholfrequenz handelsüblicher Quellen ermöglichen das Schneiden bei wirtschaftlich rentablen Vorschubgeschwindigkeiten, wenn auch nicht so schnell wie beim CO2-Laser. Die Hauptvorteile dieser Technologie sind in der Tabelle zusammengefasst.
Vorteil |
Erläuterung |
Mechanische Präzision |
Das Schneiden erfolgt mit sehr hoher Maßgenauigkeit und Präzision sowie einer geringen Schnittbreite. Dies verbessert die Möglichkeit, in der Nähe von aktiven Bauteilen auf der Leiterplatte zu schneiden. |
Stressfrei |
Der Schneidevorgang selbst ist vibrations- und reibungsfrei und führt weder zu mechanischen Verformungen oder Delaminationen der Leiterplatte noch zu Restspannungen. Dadurch wird verhindert, dass durch den Schneidevorgang nachfolgende Ausfallmechanismen ausgelöst werden. |
Geringe Wärmeeinflusszone |
Die von Natur aus „kalte“ Art des Laser-Ablation verhindert Veränderungen im Materialinneren des Substrats und verhindert das Schmelzen von Leiterbahnen, was zu einem Kurzschluss führen könnte. Da bei diesem Verfahren nur minimale Rückstände entstehen, sind keine nachträglichen Reinigungsschritte erforderlich, was wiederum das Risiko eines späteren Ausfalls der Schaltung minimiert. Es ermöglicht sogar das Entnehmen einzelner Leiterplatten aus einer bestückten Leiterplattenplatte. |
Operative Flexibilität |
Der Laserstrahl ein trägheitsfreies Werkzeug, das computergesteuert bewegt wird und dessen Leistung schnell variiert werden kann. Dies bietet mehrere Vorteile. Erstens lassen sich praktisch beliebige Formen schneiden, wodurch Leiterplattenentwickler von den durch herkömmliche Schneidverfahren auferlegten Formfaktorbeschränkungen befreit werden. Zweitens können die Schnittmuster per Software gesteuert variiert werden, was schnelle Umrüstungen in der Produktion ermöglicht und auch die Fertigung kleiner Stückzahlen kosteneffizient macht. Schließlich ermöglicht die variierende Laserleistung, dass ein einziges Werkzeug neben dem Schneiden noch viele weitere Bearbeitungsschritte ausführen kann. Dazu gehören beispielsweise das Markieren/Gravieren und die Metallabtragung. |
Materialunabhängig |
Ultraviolettes Licht wird von fast allen Leiterplattenmaterialien stark absorbiert. Dadurch eignet sich das Verfahren für praktisch alle Leiterplattenkonstruktionen, einschließlich herkömmlicher kupferkaschierter Flex-Laminate, Flex-Materialien (selbst solcher mit dickeren leitfähigen Schichten) und verschiedener Dielektrika mit niedrigem κ-Wert. |
Tabelle 1. Hauptmerkmale und Vorteile des UV-Laser-basierten Schneidens von Leiterplatten
AVIA LX die neueste Entwicklung im Bereich Laser-Depaneling von Coherent
Obwohl das Laser-Defaneling zweifellos zahlreiche Vorteile bietet, gehen die Leiterplattenhersteller bereits an die Grenzen dieser Technologie, um den immer strengeren Anforderungen hinsichtlich Größe, Materialien und Kosten gerecht zu werden, die sich aus den eingangs erwähnten Marktkräften ergeben. Ein aktives Entwicklungsgebiet ist insbesondere die weitere Verringerung der Wärmeeinflusszone (HAZ) und der Ablagerungsbildung sowie die Verbesserung der Schnittqualität, die mit UV-DPSS-Lasern mit Nanosekunden-Pulsdauer erzielt wird.
Um diese Bemühungen zu unterstützen, Coherent die Anwendungsforschung bei Coherent die Ergebnisse und den Prozessraum beim Einsatz eines UV-DPSS-Laser AVIA LX) mit Nanosekunden-Pulsdauer und hoher Pulsenergie zum Schneiden verschiedener Leiterplattenmaterialien und Materialkombinationen untersucht. Auf der Grundlage dieser Arbeiten entwickelte das Coherent ein neues Verfahren zum Schneiden von Leiterplatten, das sich bereits durch eine reduzierte Wärmeeinflusszone, eine höhere Schnittkantenqualität, eine geringere Schnittbreite und einen höheren Produktionsdurchsatz bewährt hat.
Ein wesentlicher Bestandteil dieser Technik ist ein firmeneigenes Verfahren zur Steuerung des zeitlichen Ablaufs und der räumlichen Positionierung der auf die Werkstückoberfläche gerichteten Laserimpulse, wodurch eine Wärmeentwicklung vermieden wird. Da bei diesem Verfahren keine thermischen Schäden auftreten, ist es möglich, Pulsenergie Schneiden dickerer Materialien (ab 1 mm) einen Laser mit deutlich höherer Pulsenergie einzusetzen.
Der Vorteil einer höheren Pulsenergie , dass das herkömmliche Verfahren zum Schneiden dickerer Materialien entfällt. Konkret bedeutet dies, dass eine Reihe seitlich versetzter Ritzmarkierungen erzeugt werden, um eine „V-Nut“ zu bilden. Die Geometrie der „V-Nut“ ist notwendig, um ein Abknicken des Strahls zu vermeiden, wenn dieser bei einem Schnitt mit hohem Seitenverhältnis tiefer in das Material eindringt. Dies würde seine Leistung verringern und somit die Ablationseffizienz einschränken. Der AVIA LX hingegen kann in Verbindung mit diesem neuartigen Pulszeitablaufverfahren Pulsenergien von bis zu ~400 μJ nutzen, um wiederholt entlang derselben Linie zu ritzen (ohne seitliche Versetzung oder „V-Nut“). Das Ergebnis ist ein schnellerer Schnitt und eine deutlich reduzierte Schnittbreite.
Pulsenergie höhere Pulsenergie erhöht Pulsenergie die Toleranz des Laserfokus an der Arbeitsfläche. Insbesondere bei Verwendung eines Pulsenergie niedrigerer Pulsenergie ist es erforderlich, den Fokus des Strahls während des Eindringens in das Material zu verschieben, damit die minimale fokussierte Spotgröße stets genau in der Tiefe beibehalten wird, in der der Schnitt stattfindet. Dies ist notwendig, um eine ausreichende Laserfluenz zu erreichen, die über der Materialabtragungsschwelle liegt. In der Praxis erfordert dies jedoch entweder eine physische Verschiebung der Leiterplatte nach oben, was den Prozess verlangsamt, oder den Einsatz eines dreiachsigen Scanners (mit Fokussierfunktion), was die Kosten und die Komplexität der Anlage erhöht.
AVIA LX Pulsenergie höheren Pulsenergie AVIA LX sich der Laser einfach auf einen Punkt in der Mitte der Leiterplatte fokussieren und der Schneidvorgang durchführen. Dies liegt daran, dass auch weit außerhalb des perfekten Fokusbereichs des Lasers eine ausreichende Laserfluenz für die Ablation vorhanden ist. Der Vorteil sind schnellere Schneidvorgänge und eine geringere Komplexität des Systems.
Ein Beispiel für diese Verbesserungen ist auf den folgenden Fotos zu sehen, auf denen Schnitte in einer 1,6 mm dicken Leiterplatte mit Kupferbahnen verglichen werden, die mit einem für diese Anwendung UV-DPSS-Laser handelsüblichen UV-DPSS-Laser hergestellt wurden, mit demselben Material, das mit dem AVIA LX diesem neuen Verfahren bearbeitet wurde. Die mit dieser Technik bearbeitete Leiterplatte weist eine sauberere Schnittkante und eine deutliche Verbesserung an den Schnittkanten der Kupferbahnen auf.
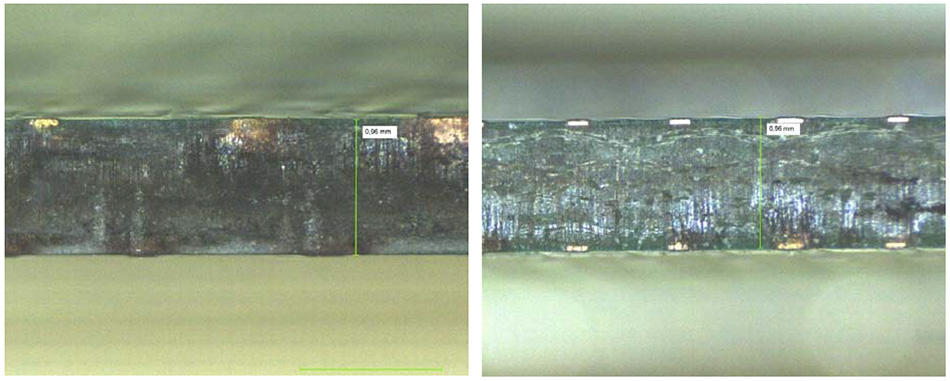
Abbildung 1. Querschnitte einer 1,6 mm dicken Leiterplatte, die (links) mit einem UV-DPSS-Laser eines Mitbewerbers UV-DPSS-Laser (rechts) mit einemUV-DPSS-Laser Pulsenergie hoher Pulsenergie UV-DPSS-Laser AVIA LX) unter Verwendung des neuen Coherent geschnitten wurde. Letzteres liefert eine bessere Kantenqualität und deutlich sauberere Schnitte der Kupferbahnen.
Die nächste Bilderserie veranschaulicht die Verringerung der Schnittbreite, die durch den Einsatz des Coherent erzielt wird.
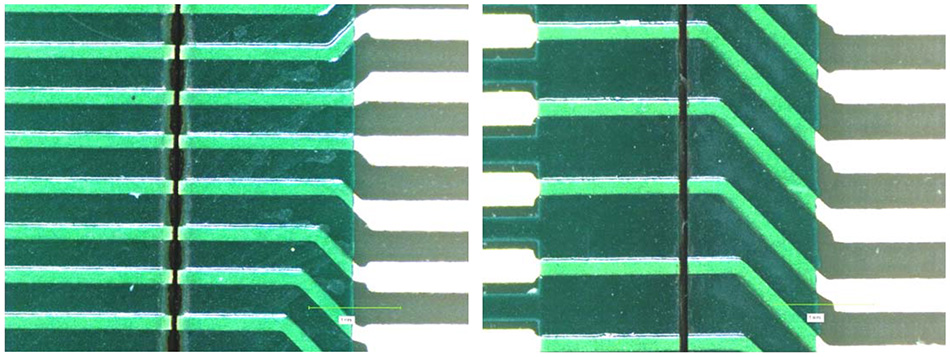
Abbildung 2. Draufsichten auf eine 0,95 mm dicke Leiterplatte, die (links) mit einem UV-DPSS-Laser eines Mitbewerbers UV-DPSS-Laser (rechts) mit einemUV-DPSS-Laser Pulsenergie hoher Pulsenergie UV-DPSS-Laser AVIA LX) geschnitten wurde, der eine schmalere und gleichmäßigere Schnittfuge erzeugt.
Die nächste Fotoserie zeigt, wie AVIA LX das Schneiden von mehrschichtigen Leiterplatten (mit Glasfaserschichten) mit minimalem Abfall, schmaler Grabenbreite und deutlich reduzierter Wärmeeinflusszone AVIA LX .
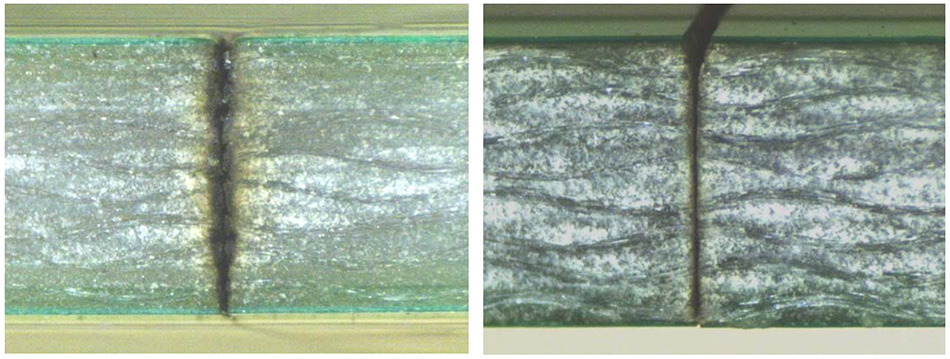
Abbildung 3. Querschnitte einer 1,6 mm dicken Mehrschicht-Leiterplatte (mit Glasfaserschichten), die (links) mit einem UV-DPSS-Laser eines Mitbewerbers UV-DPSS-Laser (rechts) mit einemUV-DPSS-Laser Pulsenergie hoher Pulsenergie UV-DPSS-Laser AVIA LX) unter Verwendung des neuen Coherent geschnitten wurden. Dies führt zu einem schmaleren Grabenkanal und einer geringeren Wärmeeinflusszone (HAZ).
In der Vergangenheit kam es beim Laserschneiden von Polyimid und EMI-Abschirmfolie aufgrund der breiten Wärmeeinflusszone (HAZ) zu einer gewissen Delaminierung an der Schnittlinie. In diesem Fall ist es notwendig, Pulsenergie geringere Pulsenergie zu verwenden Pulsenergie eine Beschädigung des Materials Pulsenergie vermeiden. Es wird jedoch derselbe Pulsierungsansatz genutzt, um einen Wärmeaufbau zu vermeiden, und bietet dieselben Vorteile einer reduzierten Wärmeeinflusszone und Schnittbreite. Dies wiederum senkt die Produktionskosten, da nachfolgende Produktionsprozesse höhere Ausbeuten erzielen können.
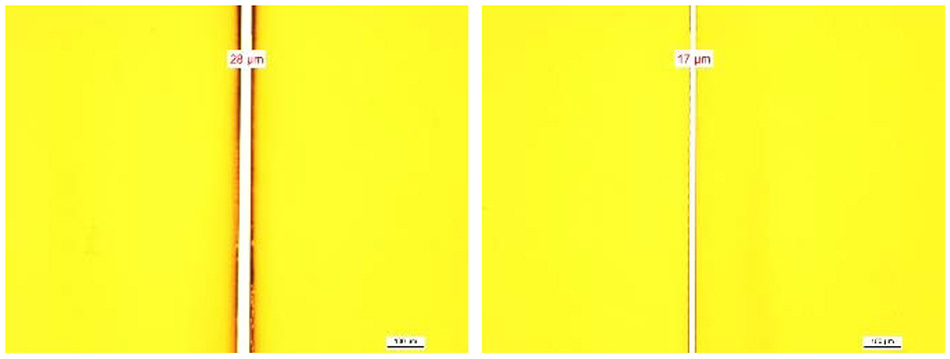
Abbildung 4.Die Draufsicht auf eine 100 μm dicke Polyimidfolie zeigt UV-DPSS-Laser ein mit einem UV-DPSS-Laser eines Mitbewerbers erzieltes Schnittergebnis mit einer breiten Schnittfuge und einer beträchtlichen Wärmeeinflusszone. Das Schnittergebnis auf der rechten Seite wurde mit dem Avia LX UV-DPSS-Laser erzielt. Dieser liefert einen schmaleren Schnittkanal und eine kleinere Wärmeeinflusszone.
Schließlich werden auf den folgenden Fotos die geringere HAZ und der höhere Durchsatz veranschaulicht, die mit der Coherent Pulsenergie der Bearbeitung einer flexiblen Leiterplatte erzielt werden können, allerdings bei geringerer Pulsenergie .
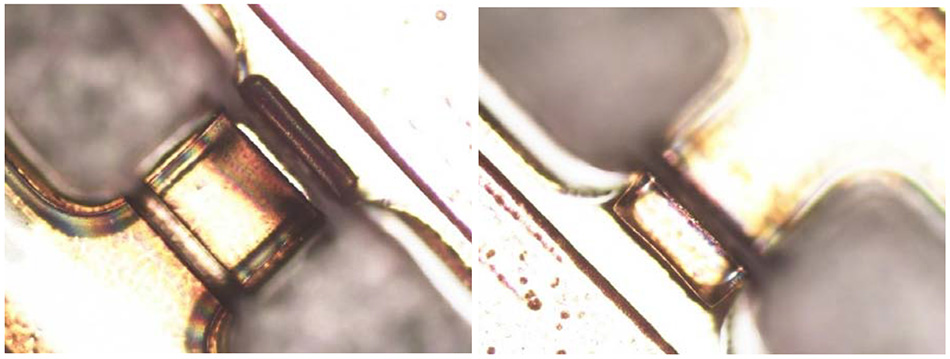
Abbildung 5. Draufsicht auf 0,13 mm dicke FPCBs, die mit einem UV-DPSS-Laser eines Mitbewerbers (links) UV-DPSS-Laser einemUV-DPSS-Laser Pulsenergie hoher Pulsenergie UV-DPSS-Laser AVIA LX) (rechts) geschnitten wurden. Dabei entstand eine deutlich geringere Wärmeeinflusszone, und dies bei einer höheren Schnittgeschwindigkeit (13 mm/s im Vergleich zu 11 mm/s).
Praktische Pulsenergie -UV-Laser mit hoher Pulsenergie
Für herkömmliche dicke Leiterplattenmaterialien erfordert die praktische Umsetzung des Coherent eine UV-DPSS-Laser mit Pulsenergie höheren Pulsenergie bisher im Handel erhältlich. Um diesem Bedarf gerecht zu werden, Coherent den AVIA LX Coherent , einen 20-W-Festkörperlaser (bei 355 nm) mit Nanosekunden-Impulsdauer, der eine Pulsenergie bis zu 500 μJ erzeugen kann.
Der AVIA LX wurde speziell für Leiterplattentrennung mit hohem Durchsatz und hoher Qualität entwickelt. Er vereint eine Reihe technologischer Fortschritte in Konstruktion und Fertigung, um diese hohe Energieabgabe mit einer unübertroffenen Kombination aus hoher Zuverlässigkeit, überragender Leistung und niedrigen Betriebskosten zu verbinden.
AVIA LX die umfassende Erfahrung von Coherent der Herstellung zuverlässiger, langlebiger Laser mit UV-Ausgang. Die im AVIA LX verwendeten nichtlinearen (Frequenzverdreifachungs-)Kristalle AVIA LX bei Coherent selbst hergestellt, wodurch wir direkte Kontrolle über die Qualität und die optischen Eigenschaften dieser entscheidenden Komponente haben und eine längere Lebensdauer, verbesserte Leistung sowie geringere Betriebskosten erzielen können. Die Lebensdauer wird durch den Einsatz eines integrierten Kristallversetzers weiter maximiert, der eine Karte des tatsächlichen Kristalls im Laser sowie die Positionen von 20 vorab qualifizierten Punkten zur Erzeugung der dritten Harmonischen (mit einer Lebensdauer von über 1000 Stunden pro Punkt) enthält.
Die Verschmutzung der Optik ist ein entscheidender Faktor, der die Lebensdauer von UV-Lasern einschränkt. AVIA LX werden in einem Reinraum hergestellt, und die internen optischen Komponenten, die direkt dem UV-Licht ausgesetzt sind, befinden sich in einem versiegelten PureUV-Fach, um eine Verschmutzung im praktischen Einsatz zu verhindern. Dies maximiert die Lebensdauer und verlängert die Wartungsintervalle.
Darüber hinaus AVIA LX auf einem äußerst robusten Industriedesign, das durch HASS- und HALT-Tests validiert wurde. Bei HALT (High Accelerated Life Testing) werden Prototypen wiederholt bis zum Versagen getestet, neu konstruiert und erneut getestet, um etwaige inhärente Schwachstellen zu beseitigen. Bei HASS (Highly Accelerated Stress Screening) werden dann tatsächliche Seriengeräte über ihre spezifizierte Betriebsumgebung hinaus belastet. Dieses Protokoll deckt etwaige Mängel in der Fertigung und Verpackung auf. Das Ergebnis ist eine unübertroffene Produktzuverlässigkeit und Lebensdauer.
AVIA LX zudem eine einfache Integration und Benutzerfreundlichkeit im Vordergrund. So wird die Integration beispielsweise durch die integrierte Steuerelektronik und einen eingebauten Strahlaufweiter vereinfacht. Der Einsatz einer Wasserkühlung maximiert die Lebensdauer und die Puls-zu-Puls-Stabilität, selbst bei Betrieb mit hoher Leistung.
Zusammenfassend lässt sich sagen, dass der Coherent AVIA LX in Verbindung mit einer neuartigen Impulssteuerungstechnologie bei Leiterplattentrennung Vergleich zu herkömmlichen mechanischen Verfahren und sogar zu bisher verfügbaren UV-DPSS-Laser mit Nanosekunden-Impulsdauer überlegene Ergebnisse erzielt hat. Er dürfte sich als nützliche Quelle für eine Vielzahl von Fertigungsprozessen erweisen, die für mikroelektronische Bauelemente der nächsten Generation erforderlich sind, darunter das Schneiden herkömmlicher Leiterplatten und flexibler Schaltungen, das Schneiden und Trenching von SiPs sowie das Schneiden von EMI-Abschirmungen.