ERFOLGSGESCHICHTE EINES KUNDEN
Zuverlässige Hochleistungs-CO₂-Laser verbessern die Herstellung von Leuchten
Ein 1-kW-Laser der DC-Serie von Coherent die Kombination aus Leistung, Zuverlässigkeit und Wirtschaftlichkeit, die für diesen industriellen Prozess erforderlich ist, und der Support von Coherent dem Systemintegrator die Arbeit.
Mit über 100 Jahren Erfahrung im Schweißen ist der Werkzeugmaschinenhersteller Arnold Ravensburg (Ravensburg) ein Experte auf diesem Gebiet. Das Unternehmen gehörte zu den ersten Anwendern der Lasertechnik und baut seit 1985 eigene Systeme.
Aufgrund ihres herausragenden Fachwissens, insbesondere im Bereich CO₂-Laser, wenden sich Unternehmen weltweit an Arnold Ravensburg, um einige ihrer schwierigsten Schweißherausforderungen zu lösen. Sie wissen, dass das Unternehmen eine maßgeschneiderte Lösung entwickeln wird – oft mit dem Laser, dem Strahlführungssystem, der Befestigung und der Robotertechnik für die Teilehandhabung – und nicht einen „One Size Fits All“-Ansatz für die einzigartigen Probleme der Kunden erzwingen wird.
Anwendung zum Versiegeln der Lampe
Im Jahr 2023 wandte sich ein großer Hersteller von Beleuchtungsprodukten an Arnold Ravensburg, um ein System zur Abdichtung von Lichtbogenlampen zu entwickeln. Konkret muss die zylindrische Hülle aus Quarzglas geschmolzen werden, um eine Abdichtung mit den inneren Keramikstrukturen zu bilden, die die Anode und Kathode tragen. Diese Abdichtung muss durchgehend und hermetisch sein und sich über den gesamten Umfang der Kugel erstrecken. Dies ist notwendig, um das Hochdruckgasgemisch, mit dem sie in einem nachfolgenden Schritt befüllt wird, einzuschließen. Diese Abdichtung muss die gesamte Lebensdauer der Glühbirne überstehen.
Bei diesem Verfahren muss das Glas an zwei Stellen über den gesamten Umfang der Glühbirne geschmolzen werden, sodass es eine hermetische Abdichtung mit dem Keramikteil im Inneren bildet. Dadurch kann die Glühbirne ihre Gasfüllung über ihre gesamte Lebensdauer hinweg beibehalten.
Ursprünglich führte der Beleuchtungshersteller diesen Versiegelungsprozess mit einer Flamme durch. In den letzten 10 Jahren sind sie jedoch auf Laser umgestiegen. Sie stellten fest, dass der Lasereinsatz eine höhere Wiederholgenauigkeit bietet, und durch den Einsatz eines Pyrometer-Temperaturmesssystems konnten sie den Prozess besser steuern, was zu einer höheren Konsistenz und Ausbeute führte.
Leider gab es bei ihrem ursprünglichen Anbieter von Lasersystemen Qualitäts- und Lieferprobleme. Sie suchten nach einem neuen Anbieter, der einen schnelleren, zuverlässigeren Prozess bieten und pünktlich liefern konnte.
Der Beleuchtungshersteller hatte bereits Erfahrungen mit Arnold Ravensburg gesammelt, sodass es für ihn selbstverständlich war, sich mit diesem Projekt an das Unternehmen zu wenden. Zumal die einzige praktikable Lichtquelle für diese Anwendung ein CO₂-Laser ist und Arnold Ravensburg über besondere Erfahrung mit dieser Technologie verfügt.
Der CO₂-Laser ist erforderlich, da das Material der Zylinderhülle im sichtbaren und nahen Infrarotbereich transparent ist. Das bedeutet, dass es nicht ohne Weiteres mit Lasern kürzerer Wellenlänge bearbeitet werden kann – deren Licht würde einfach durch das Material hindurchgehen, anstatt absorbiert zu werden und es zu erwärmen.
Auswahl eines Lasers
Während diese Anwendung natürlich einen CO₂-Laser erforderte, musste Arnold Ravensburg zunächst die Prozessspezifikationen festlegen. Man stellte fest, dass die optimale Methode darin bestand, die Kugel kontinuierlich zu drehen, während die Laserenergie auf den gewünschten Punkt gerichtet wurde. Dadurch wird die Kugel schnell erhitzt. Die Materialtemperatur wird kontinuierlich von einem berührungslosen Pyrometer überwacht, und wenn sie den richtigen Wert erreicht, wird der Laser ausgeschaltet. Die Kugel dreht sich weiter und das geschmolzene Glas fließt, um die Abdichtung herzustellen.
Die Ingenieure von Arnold Ravensburg erkannten, dass sie aufgrund möglicher Unterschiede bei den Prozessparametern nicht beide Schweißnähte gleichzeitig ausführen konnten. Daher werden die beiden Nähte nacheinander hergestellt. Der geschwindigkeitsbestimmende Faktor ist die Fließgeschwindigkeit des Rohrbündelmaterials, was dazu führt, dass jede Schweißnaht etwa drei Minuten dauert.
Für den Prozess wird ein Laser mit einer Leistung von etwa 800 W benötigt. Arnold Ravensburg entschied sich für den Coherent 010 als Lichtquelle für diese Anwendung. Dabei handelt es sich um das 1-kW-Modell aus unserer DC-Serie leistungsstarker, hermetisch versiegelter CO₂-Laser mit Plattenkühlung, die eine Leistung von bis zu 8 kW liefern.
„Verschiedene Faktoren haben dazu geführt, dass wir den DC 010 einsetzen“, erklärt Hansjörg Klotz, Vertriebsleiter bei Arnold Ravensburg. „Unsere Endkunden schätzen, dass die versiegelte Plattenentladungskonstruktion eine deutlich höhere Zuverlässigkeit bietet als die Schnelldurchlaufkonstruktion, die in anderen Multi-Kilowatt-CO₂-Lasern zum Einsatz kommt. Es bietet zudem niedrigere Betriebskosten, bessere Zuverlässigkeit, eine längere Lebensdauer und lange Wartungsintervalle. Da diese Laser versiegelt sind, vermeiden sie außerdem Probleme mit der Kontamination, die in industriellen Umgebungen immer ein Problem darstellt. Schließlich bleibt die Ausgangsleistung der DC-Serie über die gesamte Lebensdauer des Lasers konstant, was eine hervorragende Prozesskonsistenz gewährleistet.“
Gemeinsam zum Erfolg
Aus der Sicht eines Maschinenbauers wie Arnold Ravensburg nennt Klotz die einfache Integration als einen erheblichen Vorteil. „Wir haben die Laser der DC-Serie von Coherent oft eingesetzt, und der Aufbau eines Systems um sie herum ist sehr einfach. Sie bieten eine echte industrielle Schnittstelle und fügen sich nahtlos in eine Feldbus-Umgebung ein. Viele unserer Kunden nutzen das Profibus-Protokoll, insbesondere in Deutschland, wo Siemens-Steuerungen fast überall zu finden sind und die DC-Serie dies direkt unterstützt.“
Coherent Ein weiterer Faktor ist Coherent , berichtet Klotz. „Wir betrachten Coherent Partner, und es ist immer einfach, die Unterstützung und Informationen zu erhalten, die wir von ihnen benötigen. Beispielsweise benötigen wir manchmal detaillierte Daten über die Strahleigenschaften eines bestimmten Lasers für optische Berechnungen, und Coherent nie, diese zur Verfügung zu stellen.“
„Unsere Erfahrung zeigt auch, dass die Laser von Coherent hervorragende Konsistenz von Gerät zu Gerät aufweisen. Sobald wir also Optiken entwickelt haben, können wir Systeme mit der Gewissheit konstruieren, dass keine nennenswerten individuellen Anpassungen erforderlich sind. Das Gleiche gilt für die Strahlstabilität; sie ändert sich nach der Installation nicht. Dies passt sehr gut zu unserer eigenen Designphilosophie. Die Strahlführungssysteme von Arnold Ravensburg sind so konzipiert, dass beim Austausch eines Spiegels keine optische Neuausrichtung erforderlich ist. Dies setzt jedoch natürlich voraus, dass der Laser selbst stabil bleibt.“
„Das sind robuste Laser, die nur einmal im Jahr gewartet werden müssen“, sagt Klotz. „Wir können sie installieren, ohne uns vor Ort Gedanken über Leistungsprobleme oder Ausfälle machen zu müssen. Der Einsatz der Laser der DC-Serie von Coherent unseren Systemen beseitigt Probleme für uns und unsere Kunden. Und das sorgt dafür, dass sie wiederkommen.“
„Die Kombination aus Leistungsstabilität und -konsistenz sowie hoher Betriebssicherheit macht die CO₂-Laser der Coherent -Serie sowohl für Systemintegratoren und Anlagenbauer als auch für Endanwender ideal.“
– Hansjörg Klotz, Vertriebsleiter, Arnold Ravensburg


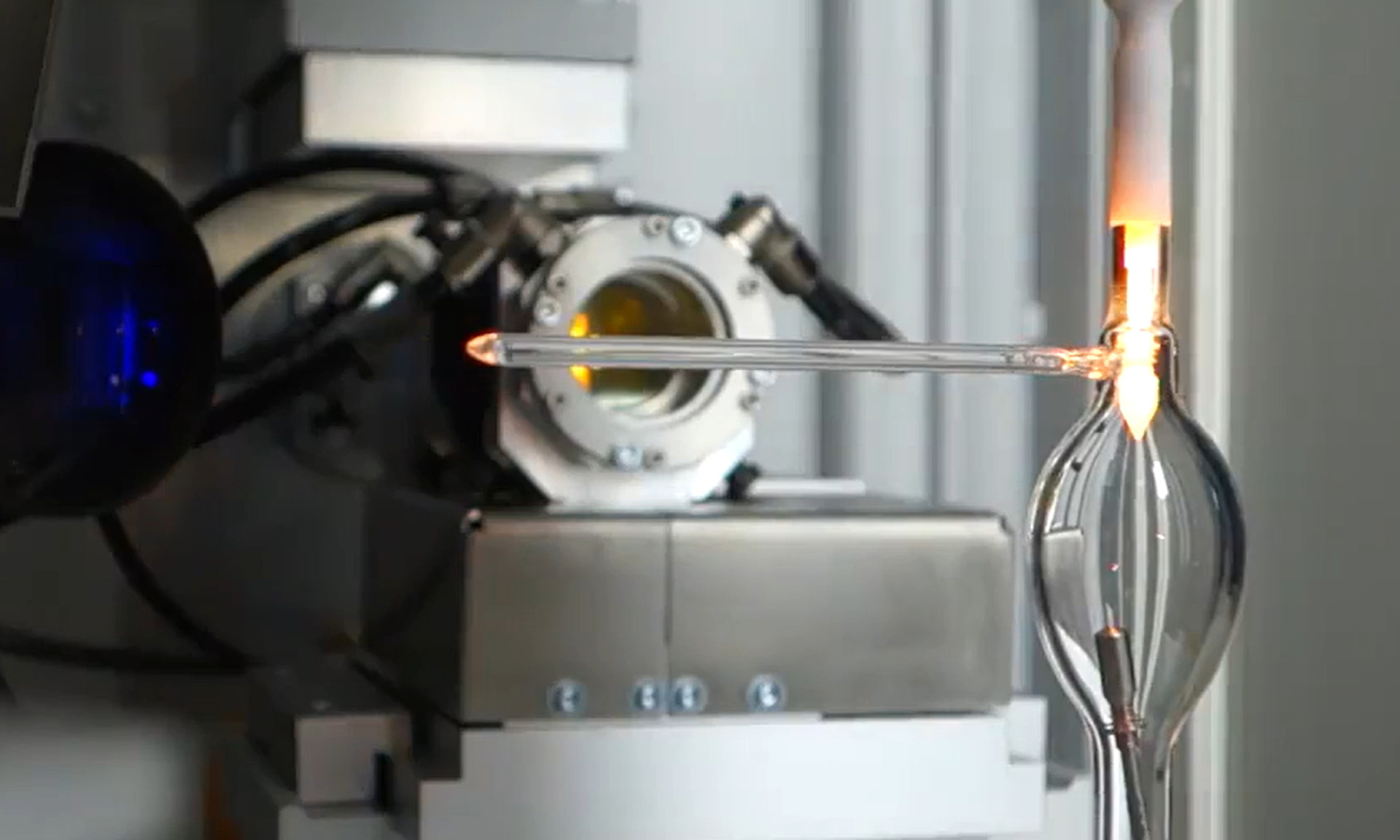
Abbildung 1. DasLaser-Schmelzsystem für Glasstäbchen von Arnold Ravensburg schmilzt das Glas an zwei Stellen, um die Höcker hermetisch abzudichten.
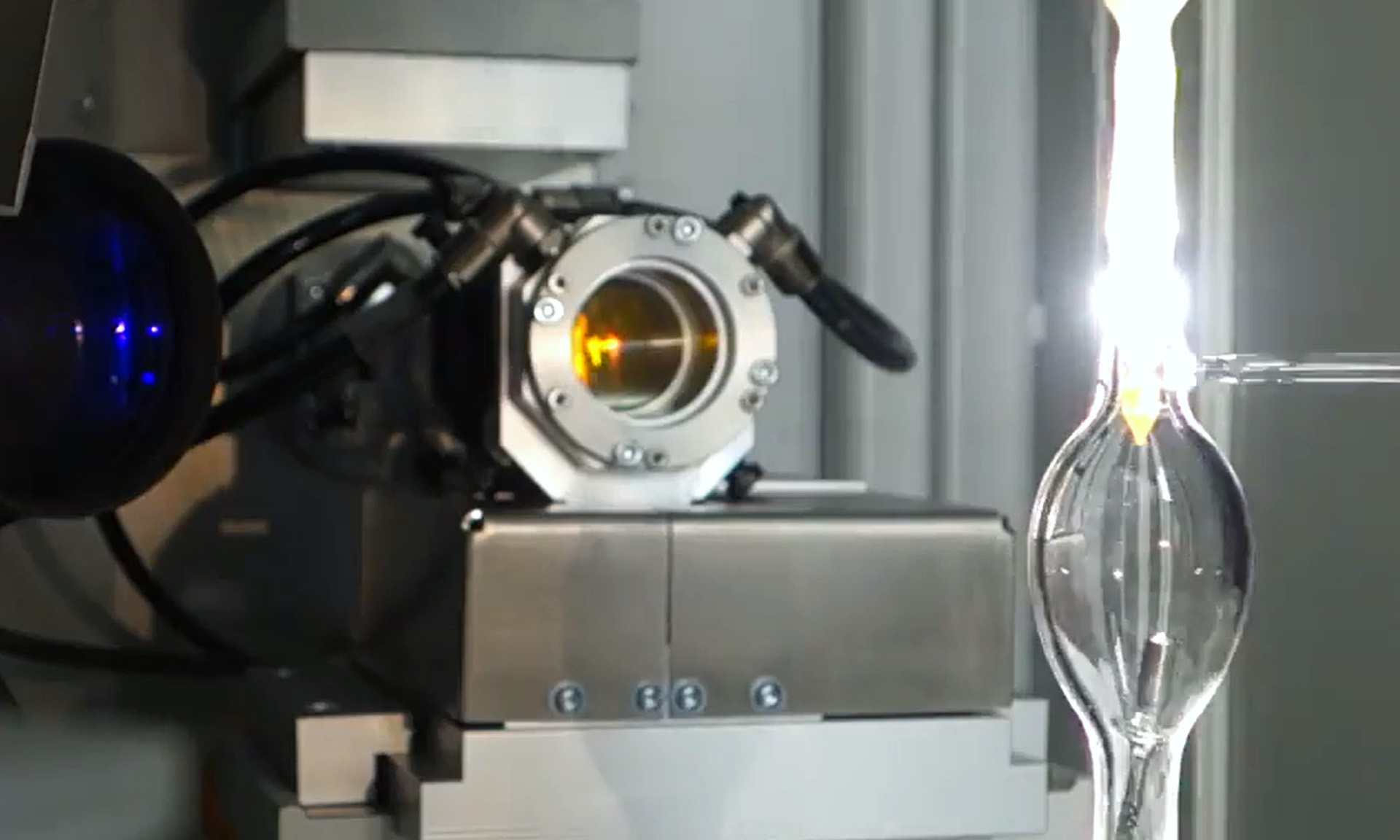
Abbildung 2: Die Hülle dreht sich kontinuierlich, während die Laserenergie mit einem Coherent 010-Laser auf den gewünschten Punkt gerichtet wird.

Abbildung 3: Die DC-Serie umfasst diffusionsgekühlte, hochstabile CO₂-Slab-Laser mit einer Leistung von mehreren kW und Ausgangsleistungen von 1 kW bis 8 kW.