Erfolgsgeschichten unserer Kunden
Zuverlässige Hochleistungs-CO₂-Laser verbessern die Lampenherstellung
Die Laser der Coherent DC-Serie mit 1 kW Leistung bieten die für diesen industriellen Prozess erforderliche Kombination aus Leistung, Zuverlässigkeit und Kosten und erleichtern Integratoren dank des Supports von Coherent die Arbeit.
Der Werkzeugmaschinenhersteller Arnold Ravensberg (Ravensburg, Deutschland) verfügt über mehr als 100 Jahre Erfahrung im Schweißen und ist ein Experte auf diesem Gebiet. Das Unternehmen gehört zu den Pionieren der Laserschweißtechnik und entwickelt seit 1985 eigene Systeme.
Insbesondere aufgrund seiner herausragenden Fachkompetenz im Bereich CO₂-Laser wenden sich Unternehmen aus aller Welt an Arnold Ravensberg, um einige ihrer schwierigsten Schweißaufgaben zu lösen. Das Unternehmen ist sich bewusst, dass es nicht ausreicht, bei den individuellen Problemen seiner Kunden einen „Einheitsansatz“ zu verfolgen, sondern entwickelt in vielen Fällen maßgeschneiderte Lösungen, die Laser, Strahlführungssysteme, Spannvorrichtungen und Roboter für die Teilehandhabung integrieren.
Anwendungen für Lampenfassungen
Im Jahr 2023 wandte sich ein führender Hersteller von Beleuchtungsprodukten an Arnold Ravensberg und beauftragte das Unternehmen mit der Entwicklung eines Systems zur Abdichtung von Entladungslampen. Konkret musste die Hülle aus zylindrischem Quarzglas geschmolzen werden, um eine innere Keramikstruktur zur Halterung von Anode und Kathode sowie eine Dichtung zu bilden.Diese Dichtung musste durchgehend und dicht sein und sich über den gesamten Umfang der Glühbirne erstrecken. Dies war notwendig, um das Hochdruckgasgemisch zu halten, das in einem späteren Schritt eingefüllt wurde. Diese Dichtung musste über die gesamte Lebensdauer der Glühbirne hinweg halten.
Bei diesem Verfahren muss das Glas an zwei Stellen rund um die Glühbirne geschmolzen werden, um die Keramikkomponenten im Inneren hermetisch einzuschließen. Dadurch bleibt die Gasfüllung während der gesamten Lebensdauer der Glühbirne erhalten.
Ursprünglich führten die Beleuchtungshersteller diese Versiegelungsarbeiten mit offenem Feuer durch. In den letzten zehn Jahren sind sie jedoch auf die Laserbearbeitung umgestiegen. Es hat sich gezeigt, dass die Laserversiegelung eine höhere Reproduzierbarkeit bietet und dass der Prozess durch den Einsatz von Temperaturmesssystemen besser angepasst werden kann, um die Konsistenz und die Ausbeute zu verbessern.
Leider hatten sie mit ihrem ursprünglichen Lieferanten für Lasersysteme Probleme hinsichtlich Qualität und Lieferung. Sie suchten nach einem neuen Anbieter, der schnellere und zuverlässigere Prozesse bieten und pünktlich liefern konnte.
Der Beleuchtungshersteller unterhält bereits seit Langem Geschäftsbeziehungen zu Arnold Ravensberg, weshalb es naheliegend ist, das Unternehmen für dieses Projekt anzusprechen. Vor allem, da der CO₂-Laser die einzige praktikable Lichtquelle für diesen Anwendungszweck ist und Arnold Ravensberg ein ausgewiesener Experte auf diesem Gebiet ist.
CO₂-Laser sind erforderlich, da das Material der Glühbirnenhülle im sichtbaren und nahen Infrarotbereich transparent ist. Das bedeutet, dass sich das Material mit kurzwelligen Lasern nur schwer bearbeiten lässt. Das Licht wird nämlich nicht absorbiert und erwärmt das Material nicht, sondern dringt einfach durch das Material hindurch.
Auswahl des Lasers
Für diese Anwendung war zwar eindeutig ein CO₂-Laser erforderlich, doch musste Arnold Ravensberg zunächst die Einzelheiten des Bearbeitungsverfahrens festlegen. Es stellte sich heraus, dass die optimale Methode darin bestand, die Glühbirne kontinuierlich zu drehen und dabei die Laserenergie an der gewünschten Stelle aufzubringen. Dadurch wird die Glühbirne schnell erhitzt.Die Materialtemperatur wird kontinuierlich mit einem berührungslosen Hochtemperaturmessgerät überwacht, und sobald der richtige Wert erreicht ist, wird der Laser ausgeschaltet. Die Glühbirne dreht sich weiter, und das geschmolzene Glas fließt und versiegelt die Öffnung.
Die Ingenieure von Arnold Ravensburg stellten fest, dass aufgrund potenzieller Unterschiede bei den Bearbeitungsparametern nicht beide Dichtungen gleichzeitig hergestellt werden können. Daher werden die beiden Dichtungen nacheinander gefertigt. Der geschwindigkeitsbestimmende Faktor ist die Fließgeschwindigkeit des Glasmaterials; die Herstellung jeder einzelnen Schweißnaht dauert etwa drei Minuten.
Für diesen Prozess ist eine Laserleistung von etwa 800 W erforderlich. Arnold Ravensburghat sich fürCoherent für diese Anwendungentschieden. Dabei handelt es sich um das 1-kW-Modell der DC-Serie, einer Reihe von geschlossenen CO₂-Lasern mit Plattenentladung, die eine maximale Leistung von 8 kW erreichen.
„Aufgrund mehrerer Faktoren konnten wir uns für den DC 010 entscheiden“, erklärt Hans-Jörg Krots, Vertriebsleiter bei Arnold Ravensberg. „Unsere Endkunden schätzen besonders, dass die versiegelte Slab-Entladungskonstruktion eine weitaus höhere Zuverlässigkeit bietet als die Hochdurchfluss-Konstruktion, die bei anderen Multi-Kilowatt-CO₂-Lasern zum Einsatz kommt.Zudem werden dadurch Betriebskosten gesenkt, die Zuverlässigkeit erhöht, die Lebensdauer verlängert und die Wartungsintervalle vergrößert. Da diese Laser hermetisch versiegelt sind, lassen sich zudem Verunreinigungen vermeiden, die in industriellen Umgebungen stets ein Problem darstellen. Schließlich bleibt die Leistung der DC-Serie über die gesamte Lebensdauer des Lasers konstant, was eine hervorragende Konsistenz der Bearbeitungsergebnisse gewährleistet.“
Ihr Partner für den Erfolg
Aus der Sicht eines Maschinenbauers wie Arnold Ravensburg nennt Klotz die einfache Integration als großen Vorteil. Wir habenCoherent bereits mehrfach eingesetzt, und der Aufbau eines Systems um diese Laser herum ist äußerst einfach. Sie bieten echte industrielle Schnittstellen, die sich nahtlos in Feldbusumgebungen einfügen. Viele unserer Kunden nutzen das Profibus-Protokoll. Insbesondere in Deutschland, wo Steuerungen von Siemens nahezu allgegenwärtig sind, unterstützt die DC-Serie dieses Protokoll direkt.
„Ein weiterer Faktor ist Coherent selbst“, berichtet Klotz. Wir betrachten Coherent als Partner, und es ist jederzeit einfach, die benötigte Unterstützung und Informationen zu erhalten. Beispielsweise sind für optische Berechnungen manchmal detaillierte Daten zu den Strahleigenschaften bestimmter Laser erforderlich. Coherent zögert nicht, diese zur Verfügung zu stellen.
Zudem haben wir die Erfahrung gemacht, dass Coherent-Laser eine hervorragende Konsistenz zwischen den einzelnen Geräten aufweisen. Sobald das optische System einmal ausgelegt ist, entfallen individuelle Anpassungen, sodass das System direkt aufgebaut werden kann. Das Gleiche gilt für die Strahlstabilität: Auch nach der Installation treten keine Veränderungen auf. Dies deckt sich sehr gut mit unserer eigenen Konstruktionsphilosophie.Das Arnold Ravensburg-Strahlübertragungssystem ist so konzipiert, dass beim Austausch von Spiegeln keine optische Neuausrichtung erforderlich ist. Dazu muss der Laser selbst natürlich ein stabiler Laser sein.
„Dies sind unsere Hauptlaser, die lediglich eine jährliche Wartung erfordern“, erklärt Herr Krots. „Sie lassen sich installieren, ohne dass man sich vor Ort Gedanken über Leistungsprobleme oder Ausfälle machen muss.Coherent können wir sowohl uns als auch unseren Kunden diese Sorgen abnehmen. Und das sorgt dafür, dass sie immer wieder zu uns zurückkommen.“
Die CO₂-Laser der Coherent DC-Serie vereinen stabile und gleichbleibende Leistung mit hoher Betriebssicherheit und sind somit ideal für Systemintegratoren, Anlagenbauer und Endanwender.
– Hans-Joachim Krots, Vertriebsleiter, Arnold Ravensberg


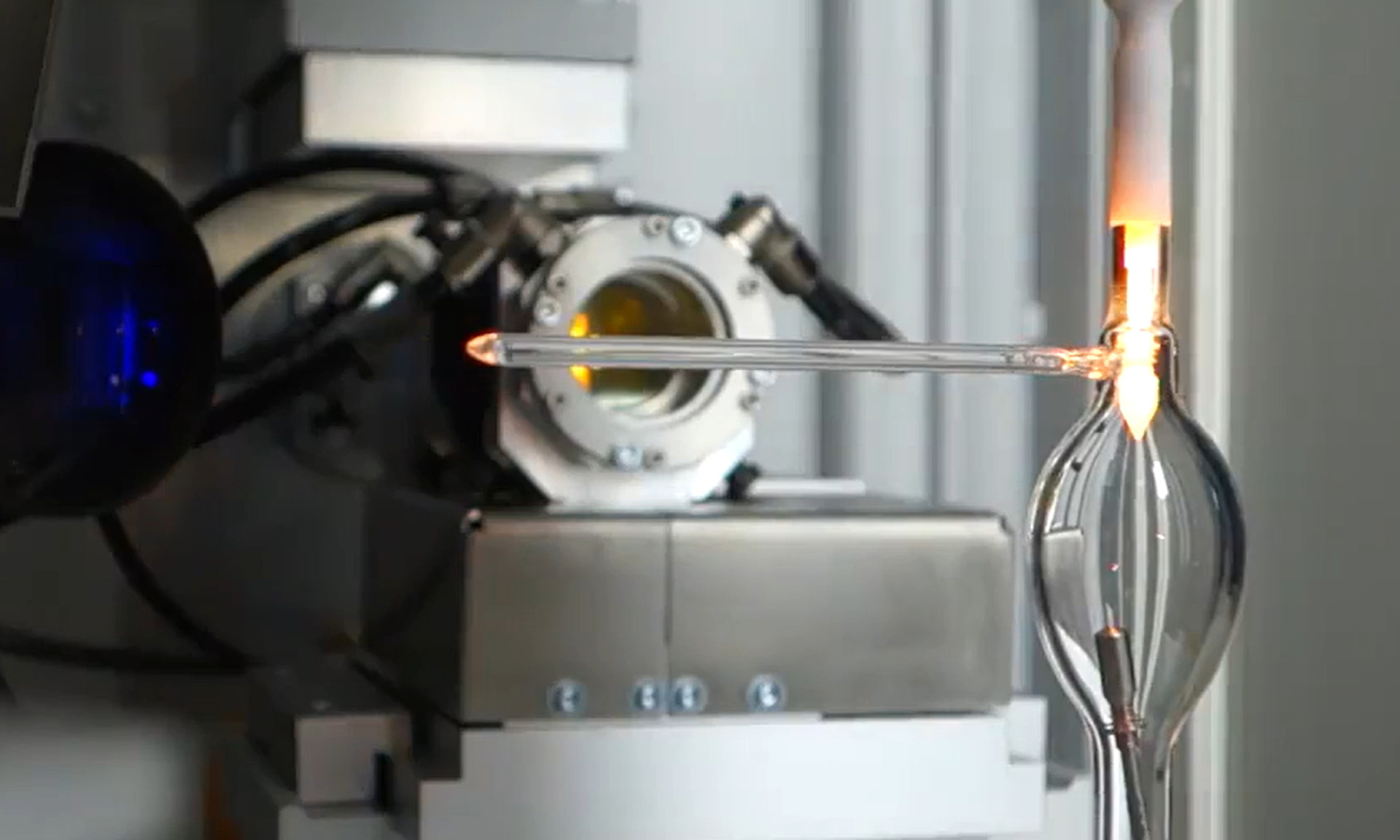
Abb. 1: Das Laserschmelzsystem für Glaskugeln von Arnold Ravensbergschmilzt an zwei Stellen Glas, um die Kugel zu verschließen.
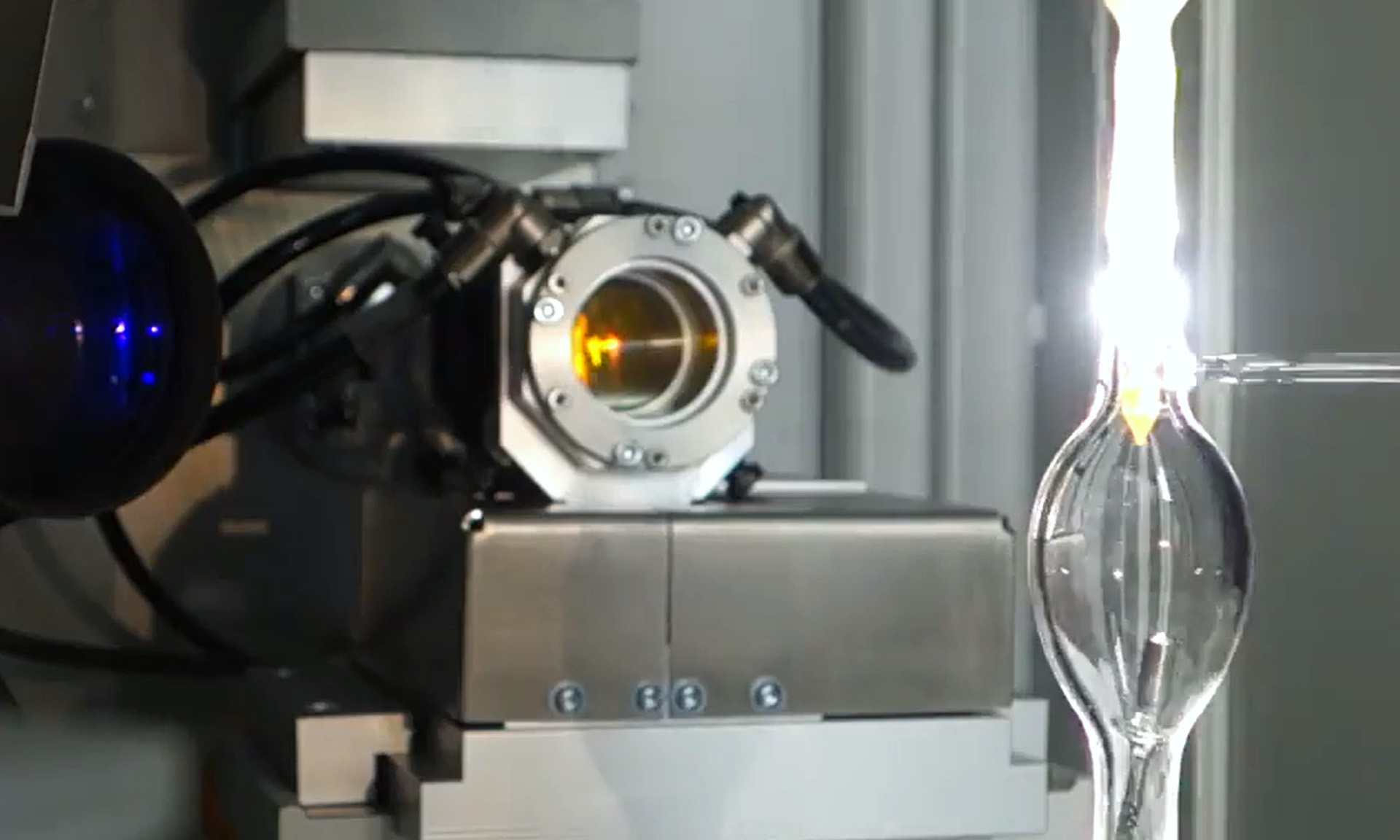
Abb. 2: Unter Einsatz desCoherent 010-Lasers dreht sich die Walze kontinuierlich, während an der gewünschten Stelle Laserenergie zugeführt wird.

Abb. 3:Die DC-Serie umfasst diffusionsgekühlte, hochstabile Multi-kW-CO₂-Slab-Laser mit einer Leistung von 1 kW bis 8 kW.