Laser in der Displayfertigung: Schneiden von Deckglas und Fenstern
Coherent (USP) schneiden in Verbindung mit der Filamentierungstechnologie Glas und sapphire unübertroffenen Ergebnissen. In Kombination mit modernster Optik ermöglicht dies eine präzise Prozessoptimierung für spezifische Aufgaben.
4. Oktober 2022 von Coherent
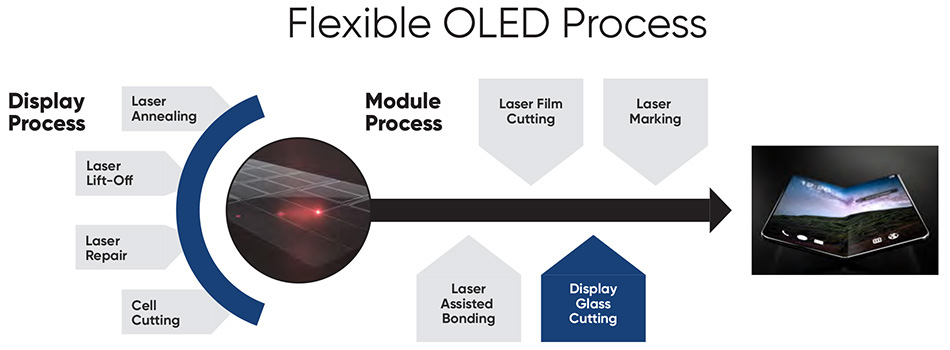
Einer der letzten Fertigungsschritte bei der Herstellung von Smartphones und anderen Mobilgeräten besteht darin, ein Deckglas auf das Display aufzubringen und Schutzgläser über den Kameraobjektiven anzubringen. Um eine kosteneffiziente Produktion zu gewährleisten, müssen diese Komponenten alle zügig aus größeren Werkstücken in ihre endgültige Form mit hoher mechanischer Präzision ausgeschnitten werden.
Lesen Sie die anderen Blogbeiträge dieser Reihe über Laser in der Displayfertigung |
|||
Die durch diesen Schneidvorgang verursachte Oberflächenrauheit und die Restspannungen sind von Bedeutung, da sie die Bruchfestigkeit des fertigen Bauteils beeinflussen. Auch die Entstehung von Spänen spielt eine Rolle, da deren Entfernung unter Umständen zusätzliche Reinigungsschritte erfordert. Ein weiterer wichtiger Aspekt ist es, Beschädigungen an Beschichtungen oder anderen funktionalen Schichten der Bauteile während des Schneidvorgangs zu vermeiden.
Das Laserschneiden mit ultrakurzen Impulsen (USP) auf Basis der Filamentierung erfüllt all diese Anforderungen. Die konkrete Umsetzung hängt jedoch von den prozessspezifischen Gegebenheiten und der Wirtschaftlichkeit der Produktion ab. Zu den entscheidenden Faktoren zählen das Material und die Dicke des Fensters, die Schnittlänge und -form sowie die erforderliche Durchsatzgeschwindigkeit.
USP-Laser decken den Bereich des Glasschneidens ab
Das meiste Schutzglas, das heute in Mobilgeräten verwendet wird, besteht aus chemisch gehärtetem Alkali-Aluminosilikat (wie Gorilla® Glass), thermisch gehärtetem Kalk-Natron-Glas oder ähnlichen Materialien. Die Dicke des Schutzglases für flexible Displays beträgt in der Regel etwa 0,5 mm. Bei faltbaren Displays kann sie bis auf 30 µm betragen.
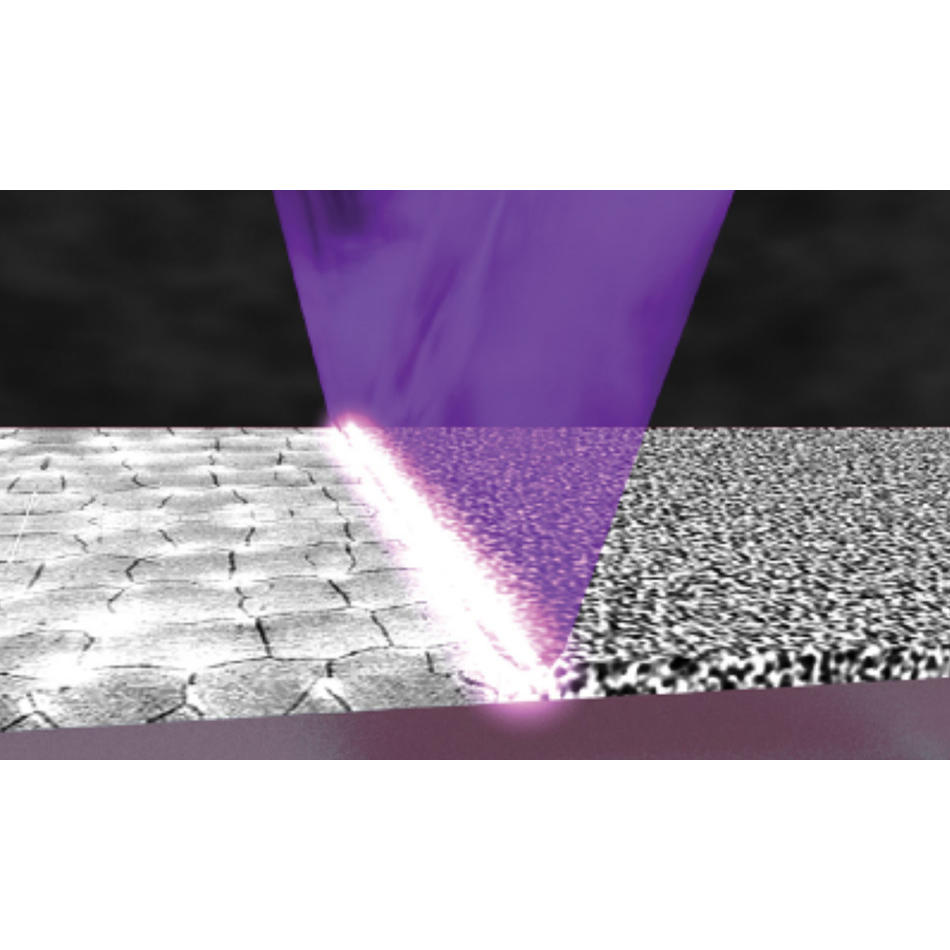
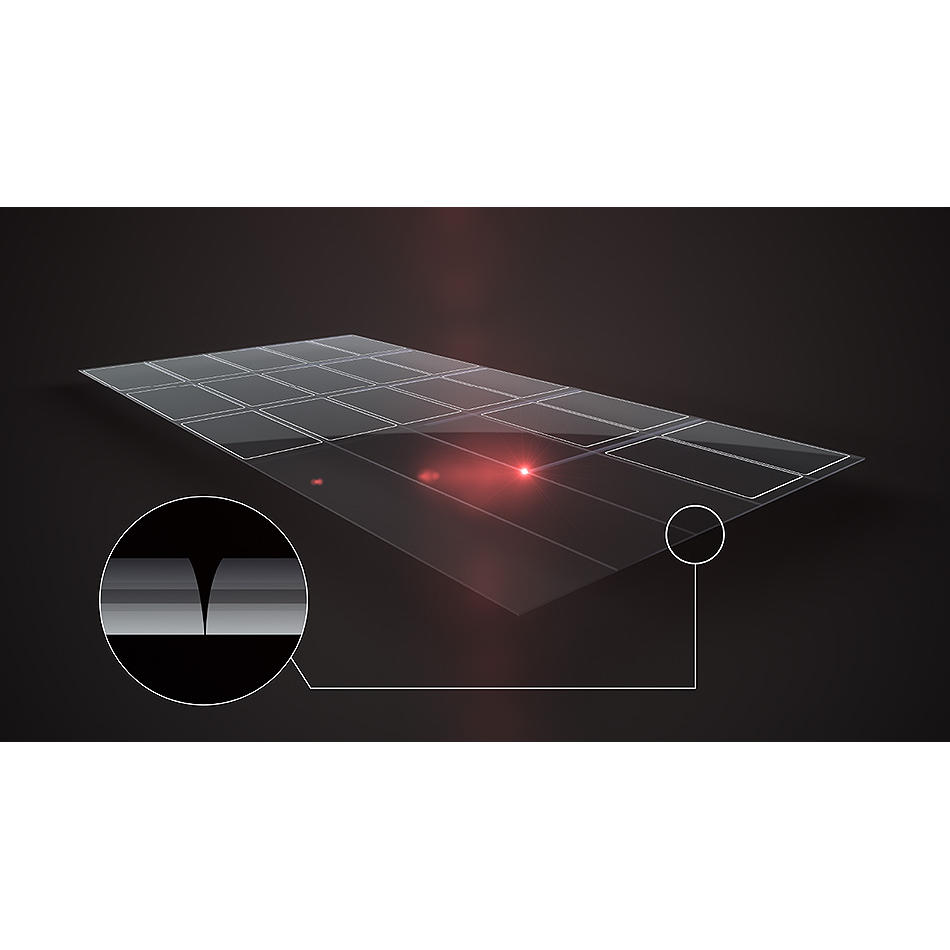
Bei der Entscheidung, wie das Filamentationsschneiden bei solchen Bauteilen angewendet werden soll, ist zunächst die Wiederholfrequenz des Lasers zu berücksichtigen. Der Grund dafür ist, dass beim Filamentationsschneiden der Laserstrahl über die Oberfläche des Bauteils geführt Laserstrahl und jeder Impuls (oder Impulsfolge) ein einzelnes Filament erzeugt – ein Loch, das das Glas vollständig durchdringt. Das Ziel besteht darin, eine Reihe von im Wesentlichen gleichmäßig verteilten Perforationen im Glas zu erzeugen (typischerweise im Abstand von etwa 50 µm). Anschließend wird an der Perforation eine Spannung induziert, um diese in einen durchgehenden Riss umzuwandeln. Dadurch lässt sich das Bauteil trennen. Häufig wird bei diesem Verfahren einCoherent-CO₂-Laser eingesetzt, um entlang der Perforationslinie eine sehr lokal begrenzte thermische Belastung zu erzeugen.
Je höher die Laser-Wiederholfrequenz ist, desto schneller kann der Strahl über die Glasoberfläche geführt werden, um Löcher in einem bestimmten Abstand zu erzeugen. Daher ist für das Schneiden großer Teile wie Display-Deckgläser der Coherent HyperRapid NXT (Wiederholfrequenz bis zu 400 kHz) mehr als dreimal schneller arbeiten als der Rapid LX Wiederholfrequenz bis zu 90 kHz), obwohl beide Laser die gleiche Energie pro Impuls liefern. Der HyperRapid NXT jedoch größer und teurer als der Rapid LX.
Wenn also die Durchsatzgeschwindigkeit entscheidend ist, HyperRapid NXT der HyperRapid NXT die erste Wahl. Es gibt jedoch Situationen, in denen der Durchsatz oder der Gesamtprozess durch die Tischbewegung oder die Strahlsteuerung eingeschränkt wird. Wenn diese Faktoren dazu führen, dass der Laser nicht mit seiner höchsten Wiederholungsrate betrieben werden kann, HyperRapid NXT der HyperRapid NXT seine Vorteile HyperRapid NXT voll ausspielen. In diesen Fällen Rapid LX der Rapid LX möglicherweise genau die gleiche Schnittqualität und den gleichen Durchsatz Rapid LX .
Sapphire
Bei den meisten Mobiltelefonen werden kleine, runde sapphire für die Kameralinsen verwendet. Sapphire extrem hart und kratzfest. Da es zudem teuer ist, wird es nur sehr sparsam eingesetzt.
Der Filamentierungsprozess schneidet sapphire . Da die Stücke jedoch physisch klein und rund sind, ist der Rapid LX mit seiner geringeren Wiederholungsrate und den niedrigeren Kosten – in der Regel die beste Wahl. Um zu verstehen, warum das so ist, muss man noch etwas darüber wissen, wie die Filamentierung tatsächlich durchgeführt wird.
Damit diese Technik funktioniert, Laserstrahl der Laserstrahl im Wesentlichen senkrecht auf die Werkstückoberfläche treffen. Aus diesem Grund ist die Fokussieroptik in der Regel feststehend, und das Werkstück wird mit Hilfe von Tischen bewegt. Scanner kommen nicht zum Einsatz, da sie dazu führen würden, dass der Strahl an einigen Stellen des Schnitts schräg auf die Oberfläche trifft.
Da die kleinen runden sapphire schnell geschnitten werden müssen, müssen diese Motoren ständig beschleunigen und abbremsen. Und je kleiner das Teil ist, desto höher ist diese Beschleunigung. Natürlich gibt es eine Grenze für die Beschleunigung, die diese Motoren erzeugen können. Im Allgemeinen sind sie nicht schnell genug, um mit einem Laser mit 400 kHz Schritt zu halten und den gewünschten Fadenabstand zu erzeugen. Das bedeutet, dass der Laser mit einer niedrigeren Wiederholfrequenz betrieben werden müsste. Dies macht den Rapid LX zur optimalen Wahl.
Bei Coherent die Schnittqualität im Mittelpunkt
Die für das Faserlaserschneiden Strahlführungsoptik ist ebenso wichtig wie die Laserquelle selbst. Coherent eine eigene Serie von Fokussieroptiken entwickelt, die jeweils darauf ausgelegt sind, bei unterschiedlichen Anwendungen optimale Ergebnisse zu erzielen.
So ist beispielsweise unsere „Standard“-Fokussieroptik SmartCleave Advanced Classic für Substrate mit einer Dicke von bis zu 1,8 mm ausgelegt. Dies deckt die meisten Display-Anwendungen ab. Wir bieten jedoch auch eine Linse SmartCleave Advanced LongFi) an, bei der das Strahlprofil speziell optimiert wurde, um das Schneiden von Teilen mit einer Dicke von bis zu 3 mm zu ermöglichen. Dies führt zu unterschiedlichen Schneideigenschaften, die von der genauen Teiledicke abhängen. Daher ist es wichtig, die damit verbundenen Kompromisse zu verstehen.
At the other end of the spectrum, we have optics especially for cutting the ultrathin (< 1 mm) glass that is essential to foldable displays. The SmartCleave Advanced Low Damage optics are designed to reduce peak power density within the focus region. This sacrifices the ability to make longer filaments but produces a smaller heat-affected zone and a smoother texture on the entrance side. Minimizing this surface roughness is particularly important for ultrathin glass because it directly impacts bend strength.
Es ist leicht, einen Blick auf einen USP-Laser und einfach anzunehmen, dass eine höhere Leistung schnellere oder bessere Ergebnisse liefert. Das ist jedoch keineswegs der Fall. Und selbst wenn der beste Laser ausgewählt wurde, muss er noch genau richtig auf das Werkstück fokussiert werden. Vertrauen Sie auf einen Anbieter mit langjähriger Erfahrung im Laserschneiden von Glas und Hunderten von realen Installationen, um das richtige Rezept für das Glasschneiden zu erhalten.
Entdecken Sie alle Coherent -Laser von Coherent .