Laser in der Displayfertigung: Schneiden von Zellen und Polarisatoren
NurCO₂- Laser sind in der Lage, Display-„Zellen“ und Polarisatoren mit der Geschwindigkeit und Kantenqualität zu schneiden, die für eine kosteneffiziente Massenproduktion erforderlich sind.
4. Oktober 2022 von Coherent
Die weltweit größten Displayhersteller produzieren täglich über eine Million Displays. Dies erfordert Produktionsprozesse mit extrem hoher Geschwindigkeit.
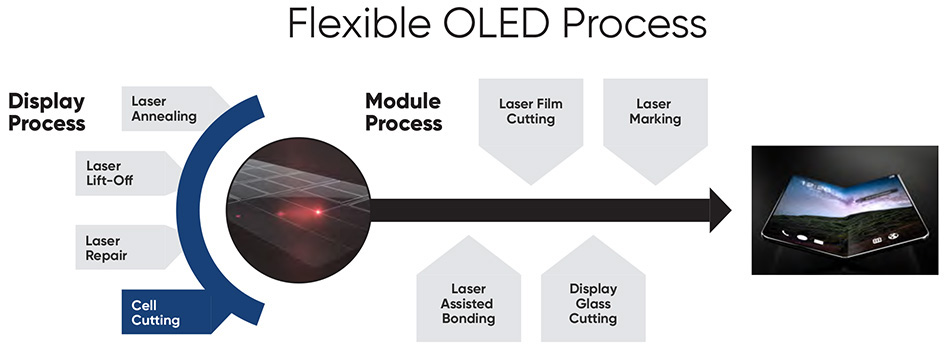
Dieser hohe Durchsatz lässt sich in den ersten Produktionsschritten leichter erreichen. Das liegt daran, dass der erste Teil des FPD-Produktionszyklus auf Mutterglasplatten durchgeführt wird, die weit über hundert Displays enthalten. Dadurch können Schritte wieELAundLLOalle Displays auf der Mutterglasplatte gleichzeitig in einem einzigen Arbeitsgang bearbeiten.
Das ändert sich jedoch, wenn dieses große Panel in „Zellen“ unterteilt wird. Das bedeutet, dass es in einzelne Bildschirme oder manchmal auch in Gruppen von nur wenigen Bildschirmen zerlegt wird. Aufgrund ihrer Natur kann diese Zellaufteilung nicht gleichzeitig über das gesamte Panel hinweg erfolgen. Es handelt sich um einen seriellen Vorgang.
Natürlich wollen die Hersteller nicht, dass das Zerschneiden der Zellen zu einem Produktionsengpass wird. Dieser Prozess muss weiterhin mit dem restlichen Produktionsablauf Schritt halten.
Lesen Sie die anderen Blogbeiträge dieser Reihe über Laser in der Displayfertigung |
|||
Der schonendste Schnitt
Zumindest theoretisch ließe sich das Durchschneiden der dünnen, flexiblen OLED-Displays mit einer Vielzahl unterschiedlicher Methoden leicht bewerkstelligen. Diese spezielle Anwendung wirft jedoch einige besondere Probleme auf.
Erstens ist jedes Display auf dem Panel nur durch wenige Millimeter von seinem Nachbarn getrennt. Zweitens besteht das Display aus einem Stapel heterogener Materialien, von denen jedes unterschiedliche Schneideigenschaften aufweisen kann. Und schließlich handelt es sich bei den Displays um relativ empfindliche elektronische Geräte. Sie können durch Hitze oder andere Einflüsse beschädigt werden, die dazu führen, dass sich die verschiedenen Schichten physisch voneinander lösen.
CO₂-Laser bieten unter all diesen Einschränkungen die beste Möglichkeit, den Schnitt zu optimieren. Diese Laser erzeugen hochleistungsfähiges Infrarotlicht, das von allen Materialien im OLED-Stapel gut absorbiert wird, sodass jede Schicht effizient geschnitten wird. Außerdem schneiden sie, ohne Rückstände zu hinterlassen, die das Aussehen oder die Funktionalität des Displays beeinträchtigen oder zusätzliche Produktionsschritte zu ihrer Entfernung erfordern könnten.
Beim Schneiden von Zellen und Polarisatoren wird der fokussierteCO₂-Strahl in der Regel über ein schnelles Präzision geführt. Dies gewährleistet die erforderliche Durchsatzleistung und sorgt für gerade Schnitte mit schmaler Schnittfuge.
Das Zerschneiden von Zellen ist ein vielschichtiges Problem
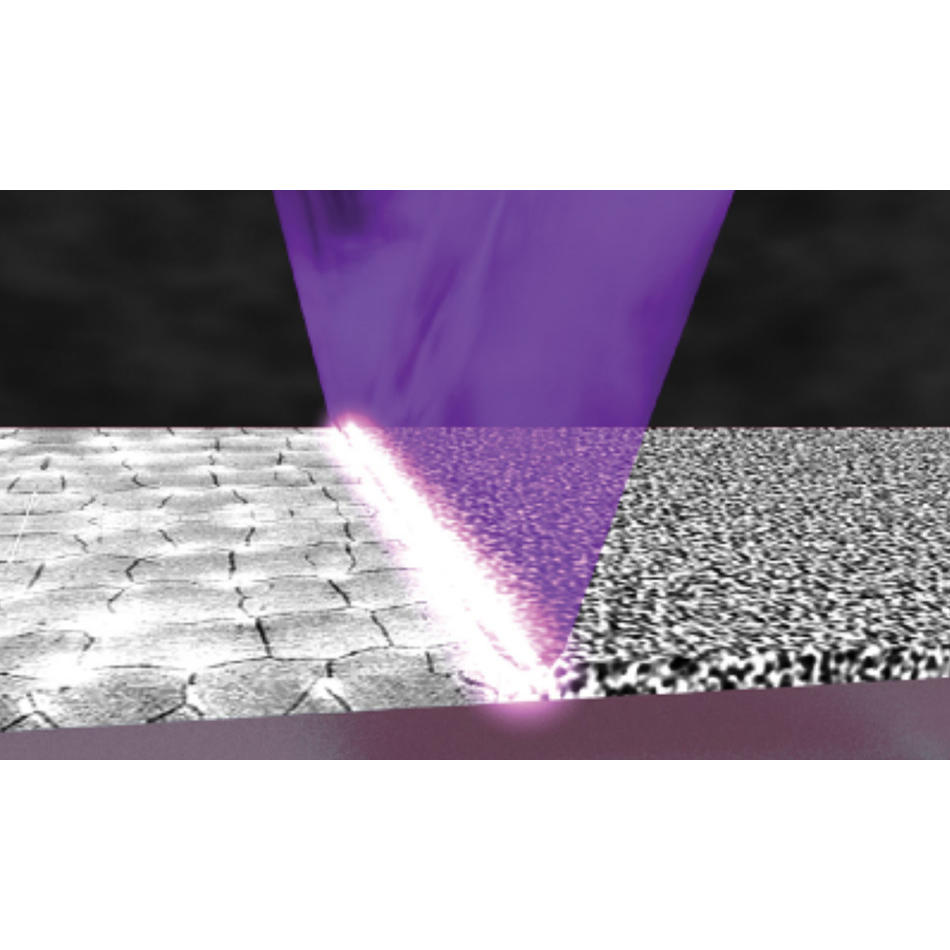
Die hohe Laserleistung, die ein schnelles Schneiden ermöglicht, kann jedoch auch ihre Schattenseiten haben. Denn das Infrarotlicht desCO₂-Lasersschneidet nach einem thermischen Prinzip. Das heißt, es erhitzt das Material so stark, bis es verdampft. Wird dem Werkstück beim Schneiden zu viel Wärme zugeführt, kann dies zu einer großen Wärmeeinflusszone führen, die die Schaltkreise des Displays beschädigt.
Zudem bestehen sowohl die untere als auch die obere Schicht eines flexiblen OLED-Displays aus Polymeren. Wenn dieser Kunststoff beim Schneiden erhitzt wird, schmilzt ein Teil des Materials, verdampft jedoch nicht. Es neigt dann dazu, zu fließen und sich in Form einer „Wulst“ wieder zu verfestigen. Dabei handelt es sich um eine leicht verdickte Kante am Rand.
Diese Kante verursacht Probleme in den nachfolgenden Produktionsschritten, insbesondere wenn ein Polarisator zur Kontrastverstärkung auf das OLED-Display aufgebracht wird. Dieser Polarisator wird ebenfalls miteinem CO₂-Laserzugeschnitten und könnte das gleiche Problem der Kantenverdickung aufweisen.
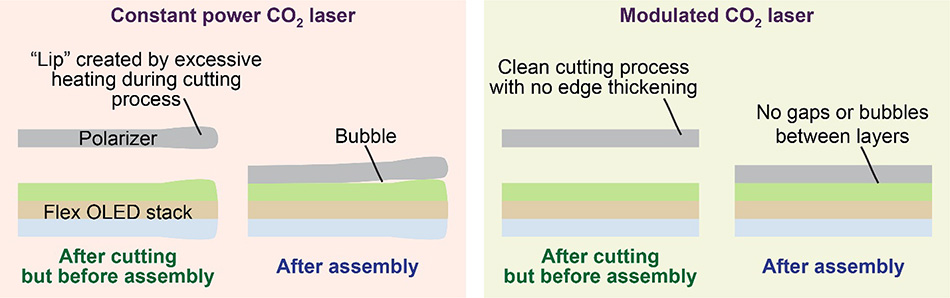
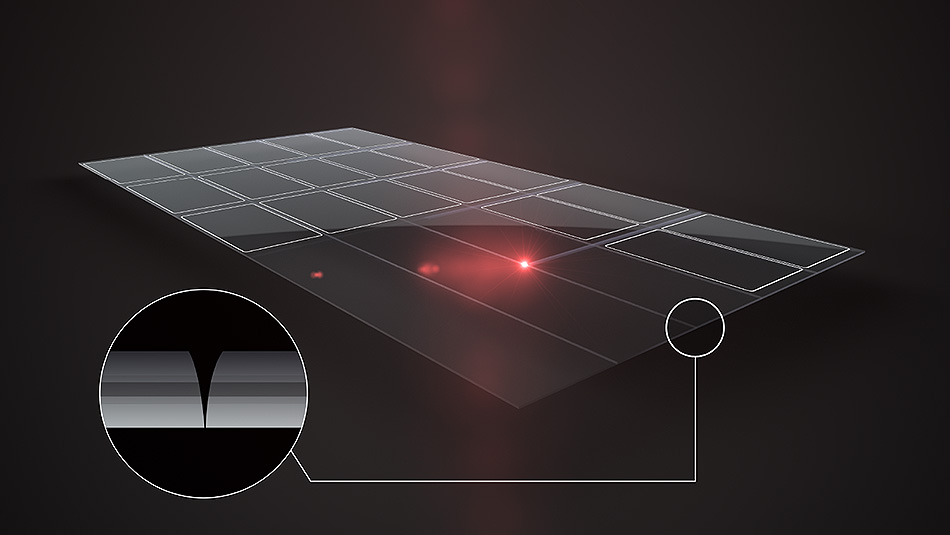
Schematische Darstellung des Problems beim Schneiden von Displayzellen mit einem CW-CO₂-Laser.
Wenn diese beiden Teile miteinander laminiert werden, kann die Randleiste Blasen oder Lücken zwischen den Schichten verursachen. Dies ist äußerst unerwünscht.
ModulierteCO₂ -Laser sind eine Klasse für sich
Um die Bildung einer Wulst an der Schnittkante zu vermeiden, muss derCO₂-Laser moduliert werden. Das bedeutet, dass der Strahl schnell ein- und ausgeschaltet wird. Dadurch wird immer noch genügend Wärme bereitgestellt, um das Material zu verdampfen. Der Laser bleibt jedoch nicht lange genug eingeschaltet, damit sich diese Wärme weit genug in das Substrat ausbreiten kann, wo sie das Material schmelzen würde, anstatt es vollständig zu entfernen.
Es gibt zwei verschiedene Möglichkeiten, einenCO₂-Laser zu modulieren. Die erste besteht darin, einen Laser mit kontinuierlicher Leistung zu verwenden und dessen Strahl mit einem externen akustooptischen Modulator in Impulse zu zerlegen. Genau das geschieht im Coherent DIAMOND Cx10LDE+, dem derzeit beliebtesten Laser für das Schneiden von Zellen und Polarisatoren in der FPD-Industrie.
Ein Grund für die weit verbreitete Nutzung des CX10-LDE+ ist, dass der Modulator direkt in das Gerät integriert ist. Dieser Ansatz ermöglicht es uns, die Steuerelektronik für Laser und Modulator vollständig zu integrieren und so die Gesamtleistung des Systems zu optimieren. Dies ist entscheidend, um die Präzision der Impulssteuerung und die Leistungsstabilität zu erreichen, die für die von FPD-Herstellern geforderte Prozesskonsistenz und Wiederholbarkeit erforderlich sind.
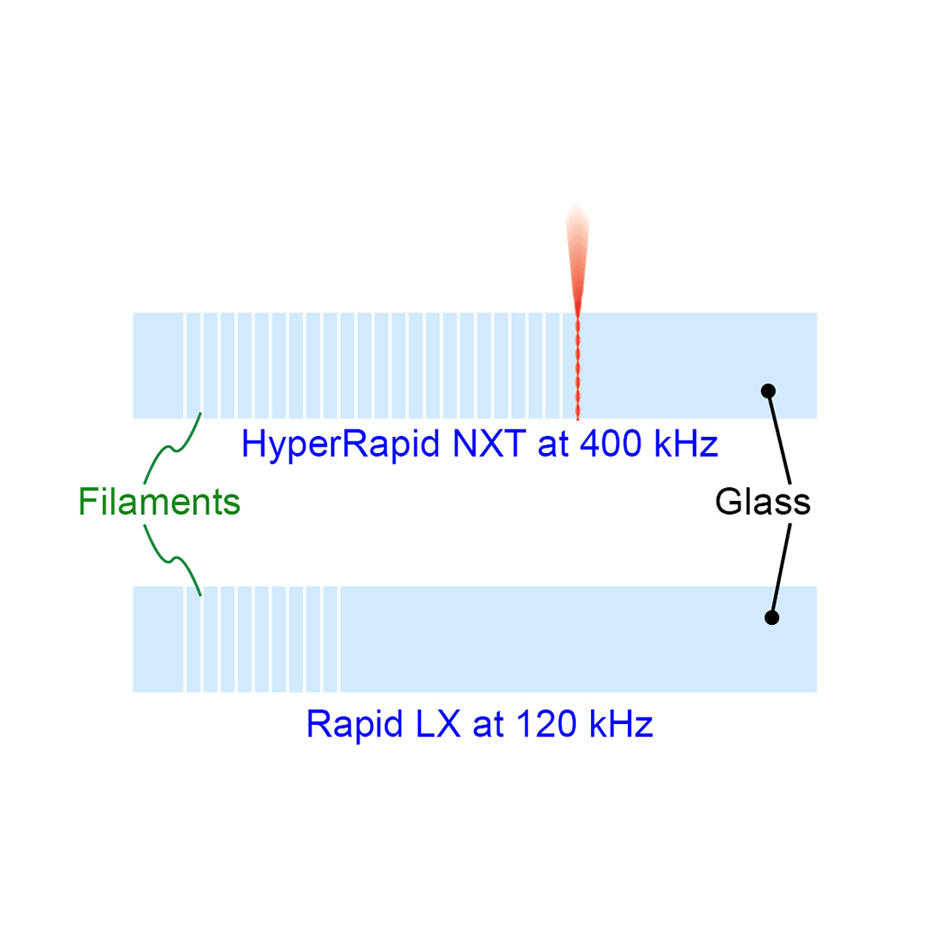
Die zweite Möglichkeit zur Modulation einesCO₂-Lasers ist die Güteschaltung. Dabei wird ein Modulator im Laserresonator platziert, sodass der Laser im gepulsten (anstatt im Dauerstrich-)Modus arbeitet. Dies hat erhebliche Auswirkungen auf die Funktionsweise des Lasers. Während ein externer Modulator Pulsbreiten im Mikrosekundenbereich liefert, erzeugt die Güteschaltung wesentlich kürzere Pulsbreiten im Nanosekundenbereich und erhöht zudem die Spitzenpulsleistung drastisch.
Diese kürzeren Impulse verringern die Wärmeeinflusszone noch weiter und ermöglichen zudem Präzision höhere Präzision bessere Kontrolle über den Schneidprozess. Aus diesem Grund stellen viele Hersteller von Flachbildschirmen auf diese Technologie um. Der Coherent DIAMOND Cx-10LQS+ ist der einzige im Handel erhältliche gütegeschalteteCO₂-Laser.
Zuverlässigkeit spart Geld
Ein weiterer Grund für den weit verbreiteten Einsatz Coherent beim Zell- und Polarisatorschneiden ist ihre Lebensdauer und Zuverlässigkeit sowie unsere weltweite Serviceinfrastruktur. Auch hier produzieren FPD-Hersteller kontinuierlich sehr große Produktmengen. Produktionsausfälle aufgrund von Wartungsarbeiten oder dem Austausch eines Lasers haben erhebliche Auswirkungen auf die Produktivität und die Kosten. Die unübertroffene Lebensdauer dieser Laser – typischerweise im Bereich von 10.000 bis 20.000 Stunden – gewährleistet einen unterbrechungsfreien Fluss hochwertiger FPDs. Und wenn schließlich ein Laseraustausch erforderlich wird, sorgen Coherentweltweite Lagerbestände und sein reaktionsschnelles Serviceteam dafür, dass dieser ohne Verzögerung erfolgt.
Erfahren Sie mehr über unsere Laserlösungen für die Display-Fertigung.