WEISSBUCH
Dauerhafte Kennzeichnung von medizinischen Produkten aus Edelstahl ohne Nachbearbeitung
Übersicht
Ein optimiertes Lasersystem eine schlüsselfertige Lösung für die dauerhafte Kennzeichnung von Edelstahlprodukten mit einer eindeutigen Gerätekennzeichnung (UDI). Es erzeugt eine kontaminationsfreie, unter der Oberfläche liegende Markierung mit sehr hohem Kontrast und weist nicht die Probleme hinsichtlich Korrosion, Passivierung und Verblassen auf, die bei herkömmlichen thermischen Laserbeschriften auftreten.
Obligatorische UDI-Kennzeichnung
Die medizinisches Gerät sieht sich zunehmend mit der Notwendigkeit konfrontiert, dauerhafte Kennzeichnungen an ihren Produkten anzubringen. Zu den Vorteilen der Kennzeichnung zählen Fälschungsschutz, Rückverfolgbarkeit der Produkte, langfristige Qualitätskontrolle, Verhinderung von Betrug bei Rückgaben sowie die Regulierung des Vertriebs. Vor allem aber wird medizinisches Gerät sowohl auf dem US-amerikanischen als auch auf dem EU-Markt zunehmend vorgeschrieben. In den USA beispielsweise muss „ein Medizinprodukt der Klasse II, das mit einer UDI gekennzeichnet werden muss, eine UDI als dauerhafte Kennzeichnung auf dem Produkt selbst tragen, wenn es sich um ein Produkt handelt, das für den Mehrfachgebrauch bestimmt ist und gemäß § 801.45 wiederaufbereitet werden soll.“ Diese Vorschrift umfasst somit Einweg- und Mehrweginstrumente sowie Produkte aus Edelstahl, wobei sich der Begriff „Wiederaufbereitung“ in der Regel auf die Autoklavierung bezieht.
Zu den häufig verwendeten Edelstahllegierungen für Medizinprodukte zählen 1.4021, 1.4301 und 1.4305. Diese Stähle verfügen über eine natürliche Passivierungsschicht aus Chromoxid auf der Oberfläche, die Korrosion bei wiederholtem Autoklavieren verhindert. Diese Passivierung kann durch Zerspanung, Schleifen, Polieren oder andere Verfahren während der Herstellung der Produkte beeinträchtigt werden. Das Endprodukt wird anschließend mit einer Zitronensäure- oder sogar Salpetersäurelösung erneut passiviert, wodurch die verantwortlichen (nicht oxidierten) Eisenpartikel aus der äußeren Oberflächenschicht entfernt werden.
Bei Medizinprodukten aus diesen Hartstählen besteht die Herausforderung darin, ein Verfahren zu finden, das eine Kennzeichnung erzeugt, die mehrere wichtige Kriterien erfüllt: Erstens muss sie einen hohen Kontrast aufweisen, damit sie auf verschiedene Weise erkennbar ist. Zweitens muss sie dauerhaft sein, was in diesem Fall bedeutet, dass sie weder durch regelmäßige Handhabung und Nutzung noch durch spätere Repassivierung und wiederholtes Autoklavieren verblassen darf. Darüber hinaus sollte die Markierung unter der Oberfläche liegen und keine Oberflächenreliefs aufweisen, die Verunreinigungen beherbergen oder während der Nutzung Reizungen/Entzündungen verursachen könnten. Außerdem sollte die Markierung auf konturierten Oberflächen anwendbar sein. Darüber hinaus sollte der Markierungsprozess selbst keine zusätzliche Passivierung erforderlich machen. Und schließlich sollte der gesamte Prozess automatisiert und kosteneffizient sein. In diesem Whitepaper stellen wir einen Prozess und eine Reihe von voll ausgestatteten Markierungswerkzeugen auf Basis von Pikosekundenlasern vor, die endlich jedes einzelne dieser Schlüsselkriterien erfüllen.
„Die Passivierung führt wiederum in der Regel dazu, dass diese Art von Flecken verblasst.“
Einschränkungen herkömmlicher Laserbeschriften
Laserbeschriften keine neue Idee – sie wird bereits seit Jahrzehnten in zahlreichen Branchen zur Herstellung verschiedener Arten von Markierungen eingesetzt. Kohlendioxid (CO₂)-Laser, Festkörper-Nanosekundenlaser (sogenannte DPSS-Laser) und Dauerstrich-Faserlaser werden je nach dem jeweiligen Material weiterhin für diesen Zweck eingesetzt. Diese vielfältigen Laserbeschriften umfassen entweder die Erzeugung einer Veränderung im Inneren des Materials, eine Farbveränderung auf der Oberfläche oder eine makroskopische Veränderung des Oberflächenreliefs (z. B. Gravur) oder der Textur, die leicht sichtbar ist. Einige dieser Verfahren sind in anderen Bereichen des medizinischen Marktes, wie beispielsweise der Pharmazie, weit verbreitet. Bei medizinischen Geräten aus Edelstahl besteht das Problem darin, dass diese etablierten Laserverfahren alle Markierungen über einen photothermischen Prozess erzeugen. Kurz gesagt: Ein stark fokussierter Laserstrahl intensive Wärme auf sehr lokal begrenzte Weise und erhöht die Materialtemperatur, um eine bestimmte Veränderung zu bewirken. EinCO₂-Laser markiert beispielsweise verschiedene Substrate, indem er Material tatsächlich schmilzt und verdampft, um ein Oberflächenrelief zu erzeugen.
Einige dieser Laser wurden bereits mit unterschiedlichem Erfolg für die „dauerhafte“ Markierung von medizinischen Produkten aus Edelstahl untersucht. Bislang wurden die besten Ergebnisse bei der Erzeugung schwarzer Markierungen mit Nahinfrarotstrahlung von Faserlasern oder DPSS-Nanosekundenlasern erzielt. Diese Markierungen weisen im Allgemeinen einen hohen Kontrast auf. Das schwarze Erscheinungsbild ist jedoch in erster Linie auf die Bildung einer äußeren Oxidschicht zurückzuführen – die Laserimpulse erhitzen das Metall kumulativ so stark, dass es mit dem Sauerstoff in der Umgebungsluft reagiert. Diese Oxidation beeinträchtigt die Korrosionsbeständigkeit der Oberfläche, sodass nach dieser Art der Markierung eine erneute Passivierung unvermeidlich ist. Die Passivierung führt jedoch wiederum typischerweise dazu, dass diese Art von Markierung verblasst. Bei Mehrwegprodukten besteht die größte Einschränkung darin, dass diese Oxidmarkierungen auch durch wiederholtes Autoklavieren verblassen. Der Kontrast fällt schließlich unter den Schwellenwert für bestimmte automatische Lesegeräte.
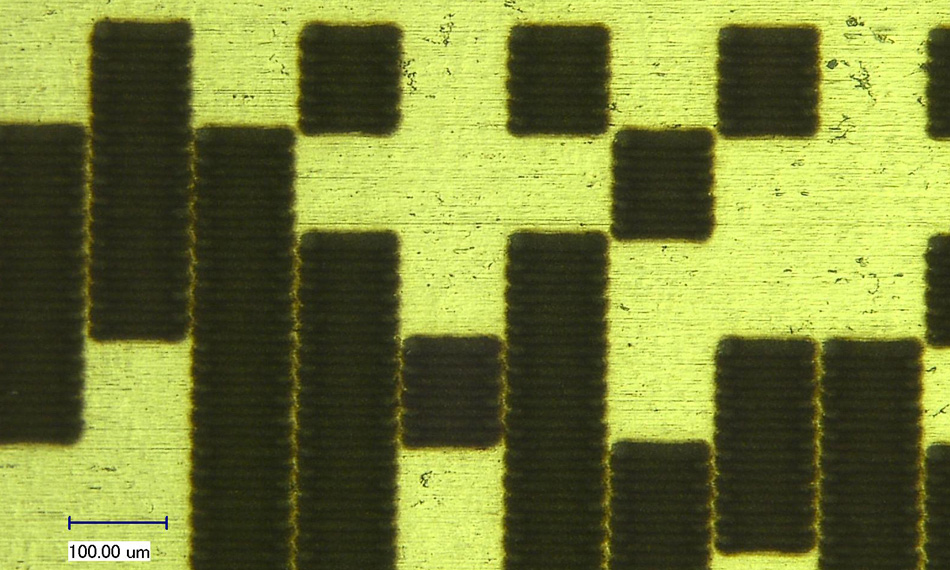
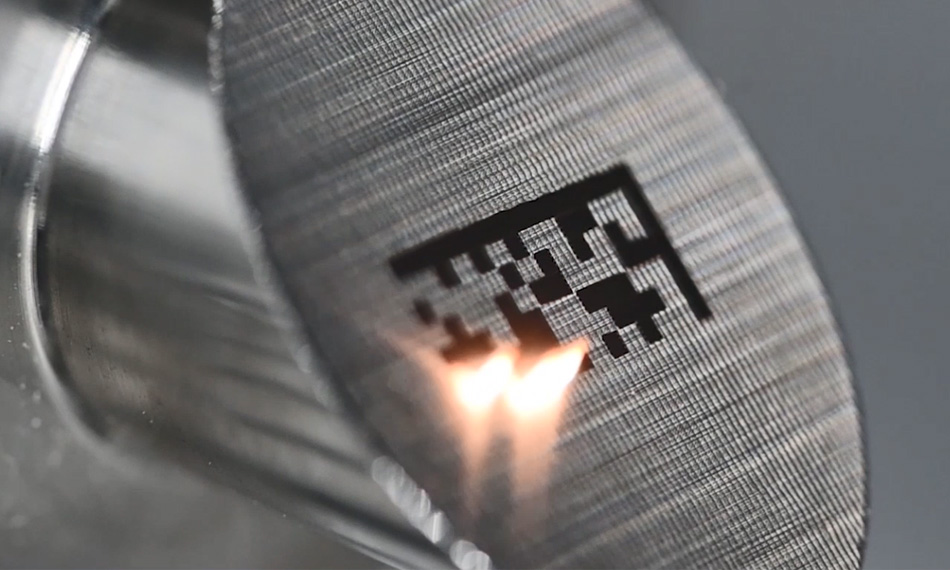
Abbildung 1:Ein Beispiel für eine kleine zweidimensionale Barcode-Markierung auf Metall, wie sie in der Automobilindustrie verwendet wird.
Pikosekunden Laserbeschriften
Pikosekundenlaser zeichnen sich durch ihre außergewöhnlich kurze Pulsdauer aus: Eine Pikosekunde entspricht 10⁻¹² Sekunden. Dies hat zwei Konsequenzen. Erstens ist die Pulsdauer in der Regel kürzer als die Zeit, die die Wärme benötigt, um aus der Laser-Interaktionszone abzuströmen – selbst bei Metallen –, sodass thermische Nebeneffekte im Vergleich zu Nanosekundenlasern erheblich reduziert sind. Bei Pikosekundenlasern wird ein viel höherer Anteil der gesamten Laserleistung zum Abtragen von Material genutzt, anstatt unerwünschte Erwärmung zu erzeugen. Zweitens ist das Verhältnis von Spitzenleistung zu Durchschnittsleistung bei einem Pikosekundenlaser etwa tausendmal höher, da die Pulsbreite tausendmal kürzer ist als bei einem Nanosekundenlaser.
Diese hohe Spitzenleistung ermöglicht einzigartige Wechselwirkungen zwischen dem Laser und dem Substrat, darunter Absorption, bei der das Material in einem relativ kalten Prozess direkt atomisiert wird, anstatt durch Sieden bis zur Verdampfung erhitzt zu werden. In der Automobilindustrie hat dies dazu geführt, dass Pikosekundenlaser eingesetzt werden, um Metallteile direkt mit 2D-Barcodes zu markieren (siehe Abbildung 1), wobei es entscheidend ist, dass der Barcode im Laufe der Nutzung nicht verblasst. Ähnliche Verfahren liefern hervorragende Ergebnisse bei Aluminiumgehäusen für Tablet-Computer und andere kompakte elektronische Handgeräte. Und seit kurzem werden Pikosekundenlaser zur Markierung von sapphire eingesetzt – einem Material, das bekanntermaßen schwer zu markieren ist – für die Herstellung von hochleistungsfähigen LEDs.
Angesichts der Einschränkungen bei der Markierung von medizinischen Geräten aus Edelstahl mit Langpulslasern haben sowohl Hersteller von Lasergeräten als auch einige Pioniere in der medizinisches Gerät in jüngster Zeit den Einsatz von Pikosekundenlasern für diesen Zweck untersucht.
At Coherent, we have been working intensively on the optimization of stainless steel marking with our Rapid NX picosecond laser. This laser features an average power of 7 watts, a pulsewidth of <15 picoseconds, and a maximum pulse repetition rate of 1 MHz. Figure 2 shows typical marks created on 1.4301 steel with this laser. At first glance, these marks appear similar to the black marks produced using nanosecond lasers. However, their actual structure is quite different. With nanosecond lasers, the black appearance of laser marks on steel primarily arises from a compositional change in the surface and sub-surface layers, namely the creation of a black oxide material. With picosecond laser marking, a major contributor to the high-contrast black appearance seems to be a sub-surface nanostructural change that results in efficient light trapping and light absorption, without significant change in the material composition.

„Die thermischen Nebeneffekte sind im Vergleich zu Nanosekundenlasern deutlich geringer.“
Abbildung 1:Einige Beispiele für schwarze Markierungen, die mit einem Coherent NX-Pikosekundenlaser auf 1.4301-Stahl erzeugt wurden.
Mikrostrukturierte Oberflächen, die Reflexionen unterdrücken, sind nicht ganz neu. Seit vielen Jahren nutzt das Militär die Mikrostrukturierung von Metalloberflächen, um Hochfrequenzstrahlung einzufangen und so Flugzeugen Tarnkappeneigenschaften (Radarabwehr) zu verleihen. Auch viele Insekten nutzen diesen Effekt im kleineren Maßstab, um sichtbares Licht einzufangen, weshalb die Ergebnisse bei militärischen Produkten oft als „Mottenauge“ bezeichnet werden. Derzeit lassen wir die durch den Pikosekundenlaser erzeugte Nanostrukturierung von einer akademischen Einrichtung einer gründlichen unabhängigen Untersuchung unterziehen, da ein detaillierteres Verständnis zu weiteren Verbesserungen bei der Markierung führen könnte.
Wichtiger als die Art der Markierungen ist der erhebliche Leistungsunterschied zwischen den mit einem Pikosekundenlaser und denen mit einem Nanosekundenlaser erzeugten schwarzen Markierungen. Erstens zeigen unsere Tests, dass die Markierungen bei wiederholtem Autoklavieren von Natur aus korrosionsbeständig (rostfrei) sind und zu diesem Zweck keine erneute Passivierung erfordern. Und zweitens verursachen weder die Passivierung noch das Autoklavieren ein nennenswertes Verblassen dieser Markierungen. Dies verlängert die Lebensdauer wiederverwendbarer Geräte und senkt die Betriebskosten. Außerdem vereinfacht und senkt es die Gesamtkosten der medizinisches Gerät , da es keine Einschränkungen hinsichtlich des Zeitpunkts und der Reihenfolge gibt, in der die Markierungs- und Passivierungsprozesse durchgeführt werden. Unterm Strich sind diese Pikosekunden-Lasermarkierungen dauerhafter und in der Anwendung weniger einschränkend als Nanosekunden-Lasermarkierungen.
Abbildung 3:Der PowerLine NX ist ein Pikosekunden-Lasermarkierer der nächsten Generation, der sich ideal für die Markierung von Edelstahlgeräten eignet.
Fortschritte in der Lasertechnik
In der Vergangenheit wurden Pikosekunden-Markierungen in anderen Anwendungsbereichen oft pauschal als „hochwertige“ Markierungen bezeichnet, da die Kosten und die Komplexität der verfügbaren Pikosekundenlaser und -werkzeuge dazu führten, dass sich deren Einsatz nur bei hochwertigen Produkten rechtfertigen ließ. Diese Situation hat sich geändert, da Laserhersteller auf das wachsende Interesse an Laserbeschriften reagiert haben, Laserbeschriften sie eine neue Produktgeneration unter Verwendung fortschrittlicher Materialien und Verfahren zu einem niedrigeren Preis als bisher entwickelt haben. Der Rapid NX ist ein herausragendes Beispiel für diesen Wandel – siehe Abbildung 3. Dieser Laser zeichnet sich durch geringere Anschaffungskosten aus, verwendet hochzuverlässige Komponenten (wie die Coherent , langlebigen Pumpdioden Coherent ) und verfügt über einen modularen Aufbau, der eine einfache Wartung vor Ort ermöglicht, um die Betriebskosten weiter zu senken. Die Markierungskosten werden bei Pikosekundenlasern auch durch die Prozessgeschwindigkeit gesenkt; jeder Puls bewirkt eine Materialumwandlung und trägt somit direkt zum Markierungskontrast bei. Bei Nanosekundenlasern muss der thermische Effekt über mehrere Pulse hinweg aufgebaut werden.
Darüber hinaus ist der Rapid NX der weltweit erste industrielle Pikosekundenlaser, der von Grund auf unter Anwendung bewährter HALT/HASS-Verfahren in den Bereichen Konstruktion, Entwicklung und Qualitätssicherung entwickelt wurde. HALT steht für „Highly Accelerated Life Testing“ (hochbeschleunigte Lebensdauertests) und wird in vielen Branchen eingesetzt, um inhärente Schwachstellen im Produktdesign zu identifizieren und zu beseitigen. HASS steht für „Highly Accelerated Stress Screening“ (hochbeschleunigte Belastungsprüfung) und dient dazu, Produkte vor dem Versand umfassend zu testen und etwaige Schwachstellen aufgrund von Montage, Verarbeitung usw. aufzudecken. HALT/HASS geht weit über typische „Shake-and-Bake“-Tests hinaus, und Coherent stolz darauf, der erste Laserhersteller zu sein, der in spezielle HALT/HASS-Testgeräte für den Einsatz vor Ort investiert hat.

Abbildung 4:Der ExactMark USP ist ein vollständig integriertes System für die Laserschwarzmarkierung einschließlich automatisierter Teilehandhabung.
Schlüsselfertige, optimierte Lösungen
Ein weiterer Trend im Bereich Laserbeschriften vieler anderer Anwendungen ist, dass Kunden zunehmend ein höheres Maß an Integration verlangen. Anstelle eines einzelnen Lasers ist es heute üblich, dass Gerätehersteller ein Laserbeschriften spezifizieren, das den Laser, Strahlführungsoptik, die Abtastoptik und einen Systemcomputer umfasst. Angesichts der wachsenden Nachfrage nach der Beschriftung konturierter Oberflächen enthält dieses System zudem häufig Optiken, Autofokus-Sensoren und Software, um diesen Anforderungen gerecht zu werden. Alternativ beobachten wir, dass immer mehr Gerätehersteller eine komplette Markierungs-Workstation erwerben, die Teilehandhabungs- und Positionierungsausrüstung für eine vollständige Prozessautomatisierung umfasst. Und schließlich gibt es eine kleine, aber schnell wachsende Nachfrage sowohl nach einer Workstation als auch nach dem Prozess-„Rezept“, um ein bestimmtes Ergebnis zu erzielen, wobei der Kunde die Ergebnisse bei einem vorab festgelegten Durchsatz spezifiziert und erwirbt.
Coherent unübertroffen in seiner Fähigkeit, erstklassige Produkte auf all diesen verschiedenen Integrationsstufen anzubieten. So vereint beispielsweise das neue ExactMark USP die branchenführende ExactSeries-Workstation-Plattform, die sich bereits in vielen verschiedenen Anwendungen bewährt hat, mit einem hochmodernen Coherent PowerLine NX-Pikosekundenlaser-Subsystem.
Zusammenfassung
Zusammenfassend lässt sich sagen, dass die Markierung von medizinischen Bauteilen aus Edelstahl heute eine der anspruchsvollsten Markieranwendungen darstellt, da sie strenge Anforderungen an die Genauigkeit der Markierung mit der Notwendigkeit verbindet, Veränderungen der Materialeigenschaften (insbesondere der Korrosionsbeständigkeit) zu vermeiden. Pikosekundenlaser, die sich bereits in einer Vielzahl anderer anspruchsvoller Markieranwendungen bewährt haben, scheinen die beste Lösung für die medizinische Markierung zu bieten, und weitere Verbesserungen hinsichtlich ihrer Zuverlässigkeit, Leistung und Benutzerfreundlichkeit versprechen, sie auch wirtschaftlich attraktiver zu machen.