Weißbuch
Dauerhafte Kennzeichnung von medizinischen Geräten aus Edelstahl ohne Nachbearbeitung
Überblick
Das optimierte Pikosekunden-Lasersystem bietet eine Komplettlösung für die dauerhafte Kennzeichnung von Edelstahlinstrumenten mit einer eindeutigen Geräte-Identifikationsnummer (UDI). Das System ermöglicht die Erzeugung kontrastreicher, kontaminationsfreier Markierungen unter der Oberfläche, ohne dass dabei die bei herkömmlichen thermischen Lasermarkierungen auftretenden Probleme wie Korrosion, Passivierung und Verblassen auftreten.
Obligatorische UDI-Kennzeichnung
In der Medizinproduktebranche wächst derzeit der Bedarf an dauerhaften Kennzeichnungen auf den Produkten. Die Kennzeichnung bietet zahlreiche Vorteile, darunter Fälschungssicherheit, Rückverfolgbarkeit der Produkte, langfristige Qualitätskontrolle, Schutz vor betrügerischen Rücksendungen und Überwachung des Vertriebs. Darüber hinaus werden die gesetzlichen Anforderungen an die Kennzeichnung von Medizinprodukten auf dem US-amerikanischen und dem EU-Markt immer strenger. In den USA beispielsweise „müssen Medizinprodukte der Klasse II, die mit einer UDI gekennzeichnet werden müssen und die für den mehrmaligen Gebrauch bestimmt sind sowie gemäß Abschnitt 801.45 wiederaufbereitet werden, mit einer UDI als dauerhafte Kennzeichnung auf dem Produkt selbst versehen werden“. Diese Vorschrift gilt somit für Einweg- und Mehrweginstrumente und -geräte aus Edelstahl, wobei der Begriff „Wiederaufbereitung“ in der Regel die Hochdrucksterilisation bezeichnet.
Zu den in der Medizintechnik häufig verwendeten Edelstahllegierungen gehören 1.4021, 1.4301 und 1.4305. Diese Stähle verfügen über eine natürliche Chromoxid-Passierungsschicht auf der Oberfläche, die sie vor Korrosion während wiederholter Autoklavierungsprozesse schützt. Während der Herstellung der Instrumente kann diese Passivschicht durch Bearbeitung, Schleifen, Polieren oder andere Verfahren beschädigt werden. Das Endprodukt muss dann mit Zitronensäure oder sogar Salpetersäure neu passiviert werden, um (nicht oxidierte) Eisenpartikel von der Oberfläche zu entfernen, die Korrosion verursachen könnten.
Bei medizinischen Geräten, die aus diesen Hartstählen hergestellt werden, besteht die Herausforderung darin, ein Verfahren zu finden, mit dem Markierungen erzeugt werden können, die die folgenden wesentlichen Kriterien erfüllen: Erstens müssen die Markierungen einen hohen Kontrast aufweisen, damit sie mit verschiedenen Mitteln erkannt werden können. Zweitens müssen die Markierungen dauerhaft sein; unter „dauerhaft“ ist hier zu verstehen, dass die Markierungen weder durch häufiges Berühren und Gebrauch noch durch nachfolgende Nachpassivierungen und wiederholte Autoklavierung verblassen dürfen. Darüber hinaus sollte es sich um eine suboberflächliche Markierung handeln, die keine Unebenheiten aufweist, in denen sich Verunreinigungen ansammeln oder die während des Gebrauchs Reizungen oder Entzündungen verursachen könnten. Außerdem sollte die Markierung für Oberflächen mit wellenförmiger Struktur geeignet sein. Darüber hinaus darf der Markierungsprozess selbst keinen zusätzlichen Passivierungsbedarf erfordern. Schließlich sollte der gesamte Prozess automatisiert und kosteneffizient sein. In diesem Whitepaper stellen wir ein auf Pikosekundenlasern basierendes Verfahren sowie eine Reihe voll funktionsfähiger Markierungswerkzeuge vor, die letztlich alle entscheidenden Kriterien erfüllen.
„Durch die Passivierung verblassen solche Markierungen in der Regel.“
Die Grenzen der herkömmlichen Laserbeschriftung
Lasermarkierung ist keine neue Idee – tatsächlich wird dieses Verfahren bereits seit Jahrzehnten zur Herstellung verschiedener Arten von Markierungen eingesetzt und findet heute in vielen Branchen Anwendung. CO₂-Laser,Festkörper-Nanosekundenlaser (sogenannte DPSS-Laser)und Faserlaser mit kontinuierlicher Welle werden seit jeher für diesen Zweck eingesetzt, wobei die Wahl des Lasertyps vom jeweiligen Material abhängt. Diese verschiedenen Lasermarkierungsverfahren bewirken Veränderungen im Materialinneren, Farbveränderungen an der Oberfläche oder gut sichtbare makroskopische Veränderungen in Form von Oberflächenwellen (z. B. bei der Innengravur) oder Texturen. Einige dieser Verfahren werden auch in anderen Bereichen des medizinischen Marktes, wie beispielsweise der Pharmazie, weit verbreitet eingesetzt. Bei medizinischen Geräten aus Edelstahl besteht das Problem darin, dass alle diese bestehenden Laserverfahren Markierungen durch photothermische Prozesse erzeugen. Kurz gesagt liefert ein stark fokussierter Laserstrahl hochlokalisierte starke Wärme, erhöht die Materialtemperatur und bewirkt so eine bestimmte Art von Veränderung.CO₂-Laser erzeugen beispielsweise Oberflächenreliefs durch das Schmelzen und Verdampfen des Materials und markieren so verschiedene Substrate.
Einige dieser Laser wurden bereits für die „permanente“ Markierung von medizinischen Geräten aus Edelstahl untersucht und erzielten dabei unterschiedliche Erfolge. Die bislang besten Ergebnisse wurden bei der Erzeugung schwarzer Markierungen unter Verwendung des Nahinfrarot-Ausgangs von Faserlasern oder DPSS-Nanosekundenlasern erzielt. Diese Markierungen weisen in der Regel einen hohen Kontrast auf. Das schwarze Erscheinungsbild entsteht jedoch hauptsächlich durch die Bildung einer äußeren Oxidschicht – der Laserimpuls erwärmt das Metall kumulativ, wodurch es mit dem Sauerstoff der Umgebungsluft reagiert. Diese Oxidation beeinträchtigt die Korrosionsbeständigkeit der Oberfläche, sodass nach einer solchen Markierung eine erneute Passivierung erforderlich ist. Die Passivierung führt jedoch häufig dazu, dass diese Markierungen verblassen. Bei Produkten für den Mehrfachgebrauch besteht die größte Einschränkung dieses Verfahrens darin, dass diese Oxidationsspuren durch wiederholte Autoklavierung ebenfalls verblassen. Der Kontrast fällt schließlich unter den Schwellenwert bestimmter automatischer Lesegeräte.
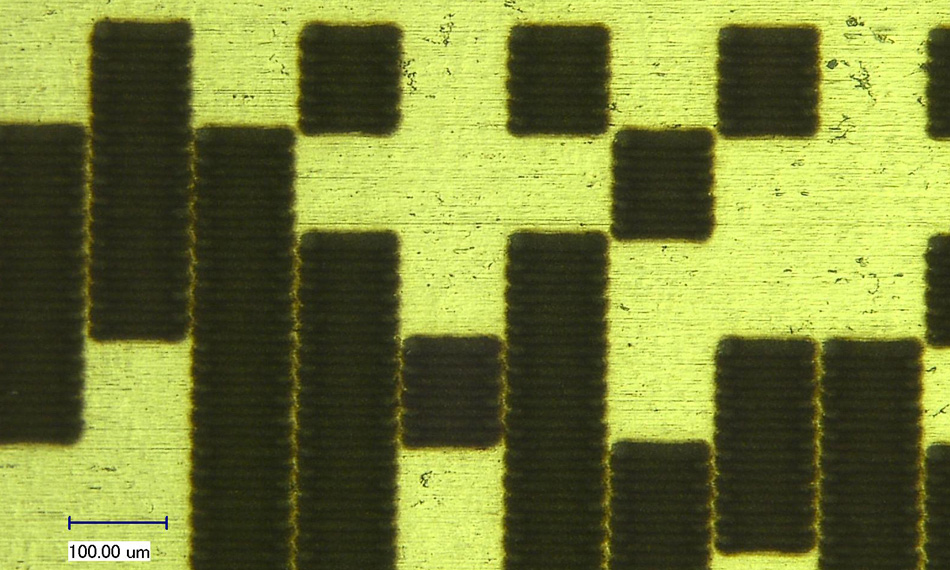
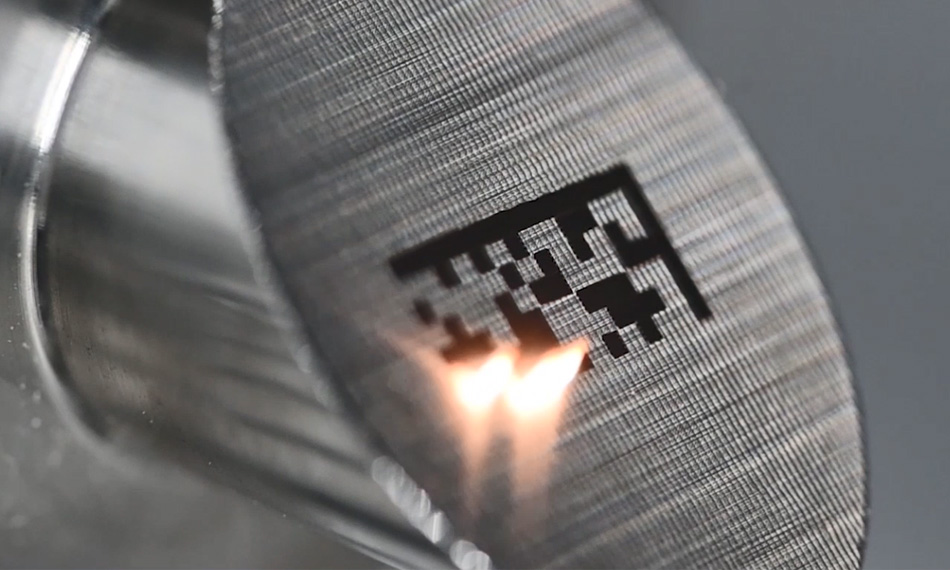
Abbildung 1:Beispiel für die Herstellung kleiner zweidimensionaler Barcode-Markierungen auf Metall, wie sie beispielsweise in der Automobilindustrie verwendet werden.
Pikosekunden-Lasermarkierung
Pikosekundenlaser zeichnen sich durch besonders kurze Pulsdauern aus: Eine Pikosekunde entspricht 10⁻¹² Sekunden. Diese Eigenschaft hat zwei Auswirkungen. Erstens ist die Pulsdauer in der Regel kürzer als die Zeit, die die Wärme benötigt, um aus dem Laserbearbeitungsbereich abzuströmen, selbst in Metallen. Daher sind die thermischen Nebeneffekte im Vergleich zu Nanosekundenlasern deutlich geringer. Bei Pikosekundenlasern wird ein sehr großer Teil der Gesamtlaserleistung für den Materialabtrag genutzt und nicht für unnötige Erwärmung. Zweitens ist die Spitzenleistung von Pikosekundenlasern im Vergleich zur Durchschnittsleistung etwa tausendmal höher als bei Nanosekundenlasern, da die Pulsbreite nur ein Tausendstel derjenigen von Nanosekundenlasern beträgt.
Diese hohe Spitzenleistung führt zu einzigartigen Wechselwirkungen zwischen dem Laser und dem Substrat, darunter auch die Multiphotonenabsorption. Dabei wird das Material in einem Prozess mit relativ niedriger Temperatur direkt vernebelt, anstatt durch Sieden bis zur Verdampfung erhitzt zu werden. Daher werden in der Automobilindustrie Pikosekundenlaser eingesetzt, um Metallteile direkt mit zweidimensionalen Barcodes zu kennzeichnen (siehe Abbildung 1); entscheidend ist dabei, dass die Barcodes während des Gebrauchs nicht verblassen. Ähnliche Verfahren erzielen hervorragende Ergebnisse bei Aluminiumgehäusen von Tablets und anderen kleinen tragbaren Elektronikgeräten. In jüngster Zeit wurden Pikosekundenlaser zum Markieren von Saphirwafern eingesetzt, die zur Herstellung von hochleistungsfähigen LEDs verwendet werden. Es ist bekannt, dass Saphirwafer ein Material von extrem hoher Härte sind, auf dem das Markieren sehr schwierig ist.
Angesichts der zahlreichen Einschränkungen beim Markieren von medizinischen Geräten aus Edelstahl mit Langpulslasern beschäftigen sich Laserwerkzeughersteller und einige Unternehmen der Medizintechnikbranche, die schon früh auf die Lasermarkierungstechnologie gesetzt haben, seit kurzem mit dem Einsatz von Pikosekundenlasern für diesen Zweck.
在Coherent 高意,我们一直在努力研究利用我们的 Rapid NX 皮秒激光器对不锈钢打标进行优化。 该激光器的平均功率为 7 瓦,脉冲宽度 <15 皮秒,最大脉冲重复频率为 1 MHz。图 2 显示了使用该激光器在 1.4301 钢上制造的典型标记。 乍一看,这些标记似乎与使用纳秒激光器产生的黑色标记相似。 然而,它们的实际结构差异很大。 使用纳秒激光器时,钢材上激光印记的黑色外观主要来自于表面层和亚表面层的成分变化,即产生黑色氧化物材料。 而使用皮秒激光打标技术时,产生高对比度黑色外观的主要原因似乎是亚表面纳米结构的变化,这种变化产生了高效的光捕获和光吸收,同时又不会显著改变材料成分。

„Im Vergleich zu Nanosekundenlasern sind die thermischen Nebeneffekte deutlich geringer.“
Abbildung 1:Einige Beispiele für schwarze Markierungen auf 1.4301-Stahl, die mit dem Pikosekundenlaser „Rapid NX“ von Coherent erstellt wurden.
Mikrostrukturierte Oberflächen zur Reflexionsunterdrückung sind nichts Neues. Viele Insekten nutzen solche Strukturen im Kleinstmaßstab, um sichtbares Licht einzufangen, was zur Entwicklung von Produkten geführt hat, die gemeinhin als „Mottenaugen“ bezeichnet werden. Derzeit beauftragen wir eine akademische Einrichtung mit einer gründlichen unabhängigen Untersuchung der durch Pikosekundenlaser erzeugten Nanostrukturen, da wir durch ein detaillierteres Verständnis dieser Strukturen die Markierungstechnik möglicherweise weiter verbessern können.
Wichtiger als die Art der Markierung ist jedoch, dass sich die mit Pikosekunden- und Nanosekundenlasern erzeugten schwarzen Markierungen in ihrer Leistungsfähigkeit deutlich unterscheiden. Erstens zeigen unsere Tests, dass diese Markierungen bei wiederholten Autoklaviervorgängen von Natur aus korrosionsbeständig (rostfrei) sind und keine erneute Passivierung zum Korrosionsschutz erfordern. Zweitens führen weder Passivierung noch Autoklavierung zu einem nennenswerten Verblassen dieser Markierungen. Dies verlängert die Lebensdauer wiederverwendbarer Instrumente und senkt die Betriebskosten. Zudem vereinfacht es die Herstellung medizinischer Geräte und senkt die Gesamtkosten, da es keine Einschränkungen hinsichtlich der Zeit und Reihenfolge der Markierungs- und Passivierungsprozesse gibt. Vor allem aber sind diese Pikosekunden-Lasermarkierungen langlebiger als Nanosekunden-Lasermarkierungen und unterliegen weniger Einschränkungen bei der Verwendung.
Abb. 3:PowerLine NX ist ein Pikosekunden-Lasermarkierungssystem der neuen Generation, das sich hervorragend für die Markierung von Instrumenten aus Edelstahl eignet.
Die Entwicklung von Lasern
In der Vergangenheit wurden Pikosekunden-Markierungen in anderen Anwendungsbereichen oft als „hochwertige“ Markierungen bezeichnet, da die vorhandenen Pikosekundenlaser und -werkzeuge kostspielig und komplex aufgebaut waren, was bedeutete, dass diese Art der Markierung nur bei hochwertigen Produkten zum Einsatz kam. Heute hat sich diese Situation gewandelt. Angesichts des wachsenden Interesses verschiedener Branchen an der Pikosekunden-Lasermarkierung haben die Laserhersteller reagiert: Sie haben unter Verwendung fortschrittlicher Materialien und Verfahren eine neue Produktgeneration entwickelt, deren Preise niedriger sind als früher. Der Rapid NX ist ein herausragendes Beispiel für diesen Wandel – siehe Abbildung 3. Dieser Laser zeichnet sich durch niedrige Anschaffungskosten aus, verwendet äußerst zuverlässige Komponenten (wie die fortschrittlichen, langlebigen Pumpdioden von Coherent) und verfügt über einen modularen Aufbau, der eine einfache Wartung vor Ort ermöglicht und die Betriebskosten weiter senkt. Pikosekundenlaser arbeiten mit hoher Geschwindigkeit, was ebenfalls die Markierungskosten senkt; jeder einzelne Impuls löst eine Materialumwandlung aus, was sich direkt auf den Markierungskontrast auswirkt. Bei der Verwendung von Nanosekundenlasern muss der thermische Effekt erst durch mehrere Impulse aufgebaut werden.
Darüber hinaus ist der Rapid NX der weltweit erste industrielle Pikosekundenlaser, der von Grund auf unter Anwendung bewährter HALT/HASS-Methoden für Design, Konstruktion und Qualitätskontrolle entwickelt wurde. HALT steht für „Highly Accelerated Life Testing“ (hochbeschleunigte Lebensdauerprüfung) und wird in vielen Branchen eingesetzt, um inhärente Mängel im Produktdesign aufzudecken und zu beseitigen. HASS ist die Abkürzung für „Highly Accelerated Stress Screening“ (hochbeschleunigtes Belastungsscreening) und dient dazu, Produkte vor der Auslieferung umfassend zu testen, um etwaige Mängel aufzudecken, die auf Probleme bei der Montage, im Fertigungsprozess oder in anderen Bereichen zurückzuführen sind. HALT/HASS geht weit über typische „Schnelltests“ hinaus, undCoherent , der erste LaserherstellerCoherent , der in den Aufbau einer speziellen HALT/HASS-Testanlage vor Ort investiert hat.

Abb. 4:ExactMark USP ist ein vollständig integriertes Lasermarkiersystem für Schwarzmarkierungen, einschließlich automatischer Teilehandhabung.
Komplettlösungen
Ein weiterer Trend bei der Lasermarkierung und vielen anderen Anwendungen ist, dass Kunden immer höhere Anforderungen an den Integrationsgrad stellen. Heutzutage geben Gerätehersteller in der Regel nicht mehr nur einen einzelnen Laser vor, sondern ein komplettes Lasermarkierungs-Subsystem, das den Laser, die Strahlführungsoptik, die Abtastoptik und den Systemcomputer umfasst. Darüber hinaus umfasst dieses System aufgrund der steigenden Nachfrage nach der Markierung welliger Oberflächen in der Regel Optiken, Autofokus-Sensoren und Software, um diesen Anforderungen gerecht zu werden. Zudem erwerben immer mehr Gerätehersteller komplette Markierungsstationen, die auch Vorrichtungen zur Teilehandhabung und -positionierung umfassen, um eine vollständige Prozessautomatisierung zu erreichen. Schließlich ist die Nachfrage nach Arbeitsstationen und „Rezepturen“ für bestimmte Effekte zwar noch gering, wächst jedoch rasant. In diesem Fall geben Kunden den gewünschten Effekt vor und kaufen die Anlage mit einer festgelegten Produktionsleistung.
Coherent all diesen verschiedenen Integrationsstufen herausragende Produkte anzubieten. So vereint beispielsweise ExactMark neue ExactMark USP die branchenweit anerkannte ExactSeries-Workstation-Plattform – die sich bereits in vielen verschiedenen Anwendungsbereichen bewährt hat – mit dem fortschrittlichen Pikosekundenlaser-Subsystem PowerLine NX von Coherent.
Zusammenfassung
Zusammenfassend lässt sich sagen, dass die Markierung von medizinischen Bauteilen aus Edelstahl zu den anspruchsvollsten Markieranwendungen der Gegenwart zählt, da sie strenge Anforderungen an die Genauigkeit der Markierung sowie an die Vermeidung von Materialveränderungen (insbesondere der Korrosionsbeständigkeit) stellt. Pikosekundenlaser haben sich bereits in zahlreichen anderen anspruchsvollen Markieranwendungen bewährt und bieten jederzeit eine hervorragende Lösung für die Markierung im medizinischen Bereich. Da sich ihre Zuverlässigkeit, Leistung und Benutzerfreundlichkeit kontinuierlich verbessern, ist zu erwarten, dass sie auch in wirtschaftlicher Hinsicht an Attraktivität gewinnen werden.