Weißbuch
Einfache Automatisierungslösungen für die Laserbeschriftung von Oberflächen
Die stetig steigende Nachfrage nach 3D-Markierungen
Der Markt für Lasermarkierungen zeichnet sich durch einen stetig wachsenden Bedarf an der Markierung oder Strukturierung von nicht ebenen Oberflächen aus, wie beispielsweise gekrümmten, geneigten und stufenförmigen Oberflächen sowie frei geformten Objekten und konkaven Flächen. Leider sind herkömmliche Lasermarkierungssubsysteme und All-in-One-Geräte auf flache, ebene Flächen beschränkt und können sich nur durch Drehen und Bewegen der Teile während des Markiervorgangs an einfache schräge oder zylindrische Flächen anpassen. Die einzige Möglichkeit, komplexere Oberflächenformen zu bearbeiten, ist jedoch der Einsatz von programmierbaren Robotern oder 5-Achs-Maschinen, die sowohl kostengünstig als auch einfach zu handhaben sind.
„SmartMap 3D vereint innovative Hardware und Software unter der Steuerung einer leistungsstarken Markierungssoftware ...“
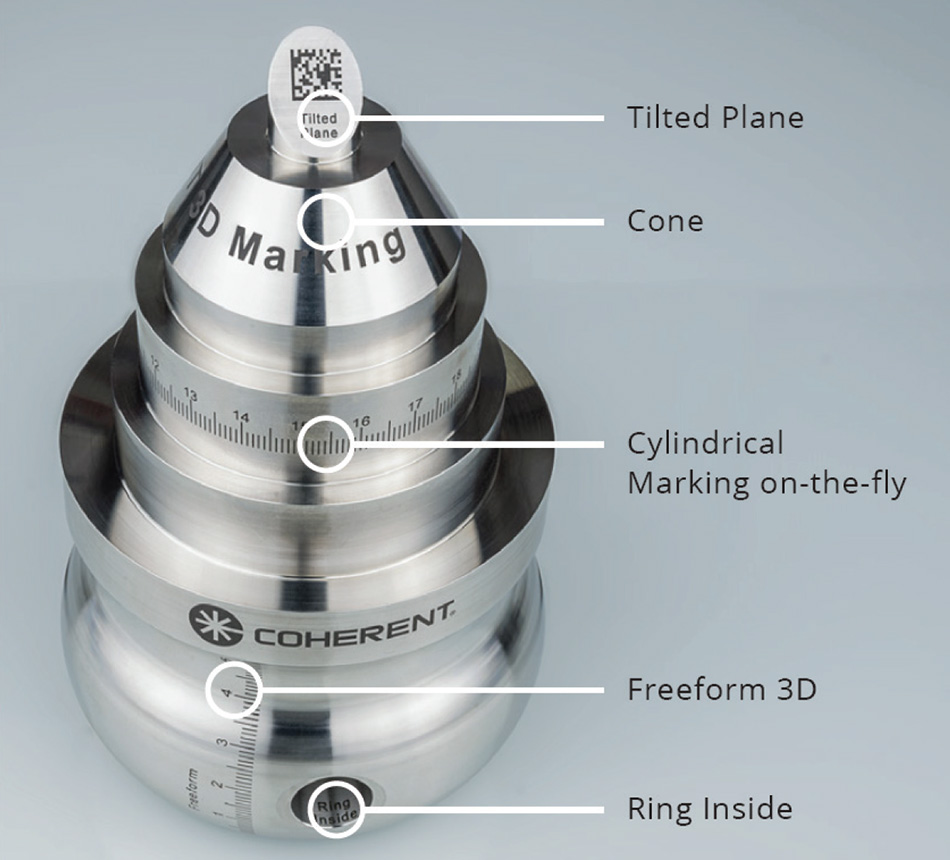
Abb. 1. Mit diesem neuen „intelligenten“ Verfahren lassen sich Markierungen in nahezu jeder Form und auf jeder Oberflächenausrichtung anbringen, sogar in Löchern und Einbauteilen. Bei diesen Beispielen aus Edelstahl kommt Coherent mit einem Ultrakurzpuls-Laser (USP) zum Einsatz.
NunCoherent jedochCoherent automatisierte „intelligente“ LösungCoherent SmartMap 3DCoherent , die neuartige Hardware und Software kombiniert, insbesondere bewährte Schnellzoom-Verfahren und innovative 3D-Bildverarbeitung, wobei all diese Funktionen von einer leistungsstarken Markierungssoftware (Visual Laser Marker) gesteuert werden. Dieser benutzerfreundliche kombinierte Ansatz vereinfacht nicht nur den gesamten Prozess, sondern eliminiert auch die Kosten und den Zeitaufwand für die Umsetzung präziser Fixierungen, Spannvorrichtungen oder Positionierungen. (Die Software unterstützt zudem einfachere Markierungsanwendungen, einschließlich Sofortmarkierung.) In diesem Artikel beschreiben wir die wichtigsten Merkmale und Vorteile dieser kosteneffizienten 3D-Markierungsmethode, die für die Markierung von Subsystemen und kompletten Maschinen eingesetzt werden kann. Darüber hinaus ist SmartMap 3D unabhängig vom Lasertyp einsetzbar und eignet sich für die Erzeugung verschiedener Arten von Lasermarkierungen (z. B. Farbwechsel, Innenstrukturierung), präzise Oberflächenbearbeitungen (z. B. Aufrauen und Strukturierung) und sogar für die neueste Schwarzmarkierung von Edelstahl- und Aluminiumprodukten mit Ultrakurzpulslasern (USP) – siehe Abbildung 1. Es ist nun für alle Coherent und Coherent verfügbar.
Lasermarkierung – Vielseitigkeit und weitere Vorteile
Die Lasermarkierung ist ein in vielen Branchen weit verbreitetes Verfahren, das so optimiert werden kann, dass es auf nahezu jedem Material dauerhafte, kontrastreiche Markierungen erzeugt. Diese Markierungen können zur Produktidentifizierung und -verfolgung, zum Fälschungsschutz von Marken oder für funktionale Zwecke (z. B. Referenzmarkierungen) verwendet werden. Auch die Nachfrage nach ästhetischen Markierungen, wie sie bei Markenlogos auf Produkten wie Computern und Tablets zu finden sind, wächst rasant, insbesondere bei dekorativen Markierungen und ungewöhnlichen Strukturdetails auf Automobilteilen wie Zierelementen, Armaturenbrettern und zugehörigen Tasten, Schalthebeln und Rückleuchten.
Die genauen Anforderungen an bestimmte Markierungsaufgaben variieren stark je nach Anwendung, doch in den meisten Fällen wünschen sich Hersteller dauerhafte Markierungen, die sich oft nur schwer absichtlich verändern oder fälschen lassen. Dies macht den Laser gegenüber Tintenstrahl- oder Tampondruckverfahren deutlich überlegen. Darüber hinaus können die Markierungen bei vielen Anwendungen in der Lebensmittel- und Getränkeindustrie sowie bei bestimmten medizinischen Geräten und pharmazeutischen Produkten mit Substanzen in Kontakt kommen, die eingenommen oder direkt in den Körper des Patienten eingebracht werden. Auch dies schließt herkömmliche Tintenstrahlmarkierungen aus. Eine weitere häufige Anforderung ist, dass der Markierungsprozess keine nachteiligen Auswirkungen auf das umgebende (unmarkierte) Material und den Untergrund haben darf und dass möglichst wenig (oder gar keine) Nachbehandlung (z. B. Reinigung) erforderlich ist. Durch die Abstimmung von Laserleistung, Wellenlänge und Pulsbreite auf die Absorptions- und thermischen Eigenschaften des Zielmaterials ist diese räumliche Selektivität für die Lasermarkierung relativ einfach zu erreichen, selbst bei hochauflösenden Markierungen.
Lasermarkierungen lassen sich in der Regel danach unterscheiden, ob dabei Oberflächenmaterial durch Laserabtragung entfernt wird (Eindringmarkierung) oder ob eine Farbveränderung des Materials stattfindet. Die Materialabtragung kann eine einfache Eindringmarkierung sein oder das selektive Entfernen von Beschichtungen oder Lackschichten umfassen. Farbveränderungen können ein einfacher Vorgang sein, wie beispielsweise die lokale Karbonisierung von Lebensmittelverpackungen mit einem Infrarotlaser, oder auch die Verdunkelung von weißem Kunststoff (z. B. mit Titandioxid imprägniertes ABS, wie es in Küchengeräten verwendet wird) durch einen UV-Laser. Sie können auch die Veränderung der Farbe von Kunststoffadditiven durch den Einsatz von Lasern im sichtbaren oder UV-Bereich umfassen oder das Aufschäumen von farbigem Polymer zur Bildung einer weißen Markierung.und in jüngster Zeit kann dies in Form von „Schwarzmarkierungen“ auf bestimmten Metalloberflächen unter Verwendung von USP-Lasern erfolgen – siehe Abbildung 1. Coherent verschiedenen Leistungsklassen und kann jede neue Markierungsaufgabe im firmeneigenen Anwendungslabor umfassend bewerten und optimieren.Coherent Laser, Lasermarkierungs-Subsysteme oder Komplettlösungen mit Positionierungs- und automatischen SortierfunktionenCoherent . Darüber hinaus sind alle Lasersysteme und Komplettgeräte nun mit der SmartMap 3D-Option für einfache 3D-Markierungen erhältlich, wie im Folgenden beschrieben.
Coherent sowohl einzelne Laser als auch Lasermarkierungs-Subsysteme oder Komplettlösungen mit Positionierungs- und automatischen SortierfunktionenCoherent .“
Die Grenzen herkömmlicher Systeme und Teilsysteme überwinden
Abgesehen von der maskenbasierten Markierung unter Verwendung hochenergetischer Impulse aus einem Excimer-Laser basiert die meisten Lasermarkierungen darauf, dass ein fokussierter Laserstrahl über die zu markierende Oberfläche geführt wird, was manchmal mit einer kontinuierlichen oder schrittweisen Bewegung des zu markierenden Werkstücks kombiniert wird. Die drei wichtigsten optischen Komponenten zur Realisierung dieses Verfahrens sind der Laser, ein Doppelgalvanometer-Spiegel, der den Strahl orthogonal in x- und y-Richtung abtastet, sowie eine Strahlübertragungslinse, die den Lichtfleck auf den richtigen Abstand zur z-Achse (d. h. zur Arbeitsfläche – siehe Abb. 2(a)) fokussiert. Die Strahlführungslinse ist in der Regel als f-Theta-Design ausgeführt. Im Gegensatz zu herkömmlichen sphärischen Fokussierlinsen mit gekrümmter Fokusebene sind f-Theta-Linsen so ausgelegt, dass sie eine flache Fokusebene erzeugen, sodass die Tiefenschärfe des Laserstrahls unabhängig von der Position durch die Linse ist und somit die Markierungsfläche durchquert. Dies eignet sich für Ebenen senkrecht zur Richtung des Laserstrahls, doch die geringe Fokustiefe bedeutet auch, dass es für die 3D-Markierung ungeeignet ist, da der Abstand auf der z-Achse von der Fokussierlinse zur Zieloberfläche stark variiert.
Um 3D-Oberflächen mit einem Robotersystem zu markieren, müssen die optischen Komponenten – manchmal sogar das gesamte Lasersubsystem – relativ zu der vom Roboter bewegten Arbeitsfläche verschoben werden. Dies ist nicht nur aufwendig und kostspielig, sondern erfordert auch eine komplexe Programmierung und kann es schwierig machen, die erforderliche Präzision für komplexe Grafiken und Mikrozeichen zu gewährleisten. SmartMap 3D bietet nun eine einfachere, schnellere und kostengünstigere Alternative, bei der weder bewegliche optische Systeme noch bewegliche Teile zum Einsatz kommen. Dies wird durch den Einsatz eines Schnellfokussiermoduls innerhalb der Optik ermöglicht – siehe Abbildung 2 (b). Es ermöglicht eine schnelle Anpassung der Brennweite. Je nach den spezifischen Gegebenheiten des Lasers und des Scansystems kann ein Gesamtbereich von der Nennbrennweite bis zu ± 130 mm abgedeckt werden. Durch die Kombination dieses Z-Achsen-Scans mit dem durch einen Doppelgalvanometer bereitgestellten XY-Achsen-Scan kann der fokussierte Laserstrahl an jeder beliebigen Position im XYZ-Achsen-Raum des Zielvolumens positioniert werden, ohne die Größe oder Form des Lichtflecks zu verändern.
„SmartMap 3D bietet nun eine einfachere, schnellere und kostengünstigere Alternative.“
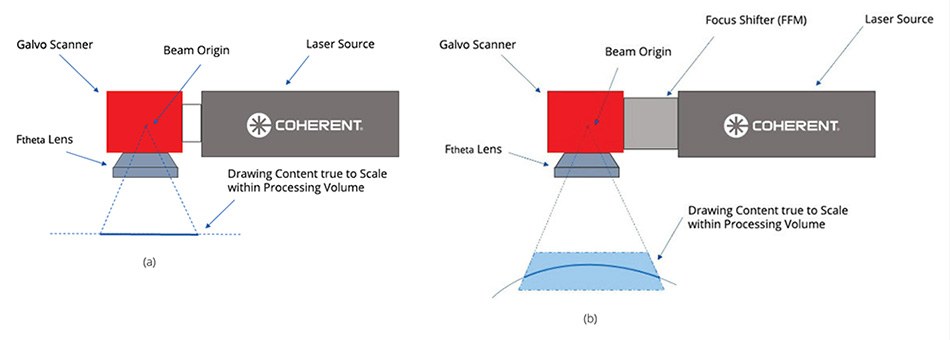
Abb. 2. ( a) Eine typische 2D-Markierungsanordnung ermöglicht die Erstellung maßstabsgetreuer Markierungen auf einer ebenen Fläche. (b) Mithilfe von SmartMap 3D und unter Einsatz des Fokusverschiebungsmoduls (FFM) kann das System maßstabsgetreue Markierungen auf dem Zielvolumen erzeugen.
SmartMap 3D – eine Kombination aus Hardware, Software und 3D-Bildverarbeitung
Ein weiterer entscheidender Faktor für die einfache 3D-Markierung sind die benutzerfreundlichen Softwareoptionen des Visual Laser Marker (VLM), die automatisch die für die Markierung eines bestimmten Werkstücks erforderliche Kombination aus Fokussiermodul und Galvanometerbewegung ermitteln. Basierend auf der über 40-jährigen Erfahrung Coherent definiert die Software die Oberflächen des Werkstücks und speichert diese für jede Art von Auftrag. Anschließend kann der Benutzer die Markierungen über intuitive GUI-Steuerungsfunktionen auf die Oberflächen abbilden. Zur Erzeugung und Speicherung der Markierungsdetails kann eine von zwei gängigen Arten der 3D-Oberflächenabbildung verwendet werden. Die intuitivste Methode ist die sogenannte Projektionsabbildung, bei der die Markierung als eine Reihe von Punkten auf Vektoren relativ zu einem festen Blickpunkt definiert wird. (Dies ist am intuitivsten, da es den Markierungen entspricht, die mit einem festen Eingangslaser erzeugt werden.) Für regelmäßige Körper wie Kugeln, Kegel und Würfel kann VLM eine UV-Abbildung erstellen. Hier definiert das System Markierungen auf einer Reihe von 2D-Oberflächensegmenten (Ebenen) unter Verwendung der kartesischen Koordinaten u und v. Dies ermöglicht die Verwendung vorhandener Markierungsdateien (z. B. PDF- und DXF-Dokumente) und unterstützt flexible Inhalte (z. B. QR-Codes, Barcodes und verwandte Markierungen). Verschiedene Algorithmen bilden diese Segmente auf die tatsächlichen xyz-Koordinaten der Werkstückoberfläche ab. Bei Werkstücken mit komplexen Formen oder Grafiken, die das Teil umschließen, ziehen es erfahrenere Anwender möglicherweise vor, Daten aus ihrer gewohnten CAD-Software zu importieren und diese dann in VLM zu bearbeiten – viele kommerzielle CAD-Plattformen bieten ein solches Exportformat an. Die 3D-Ansichtsfunktion von VLM bietet zudem eine absolut genaue Vorschau auf das Aussehen des markierten Teils, hilft bei der Platzierung von Zeichnungen, visualisiert Schnittwinkel in Falschfarben und ermöglicht sogar die Einstellung der Maschinenachsenbewegung – all dies kann im Vorschaufenster durchgeführt werden.
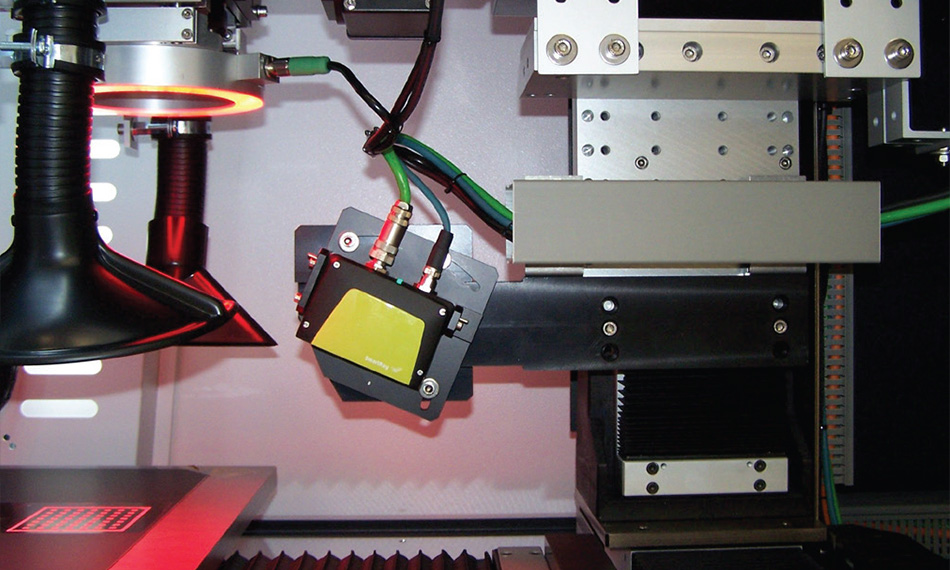
Der dritte Bestandteil des SmartMap 3D-Systems ist die Hardware – eine Zeilenkamera für die industrielle Bildverarbeitung, die jedes Teil vor der Markierung scannt. Sie bietet zwei verschiedene Wellenlängen, um sich an die Reflektivität und Farbe nahezu aller markierbaren Materialien anzupassen. Durch die Integration dieser Bildverarbeitungskomponente kann die intelligente Markierungssoftware vor der Markierung die Form und Ausrichtung des Teils erkennen und eine dreidimensionale Punktwolke erstellen. Diese Ergebnisse werden dann mit der gespeicherten CAD-Modelldatei des jeweiligen Teils verglichen. Der Übereinstimmungsgrad wird als prozentuale Bewertung angegeben. Über die grafische Benutzeroberfläche (GUI) kann der Übereinstimmungsgrad in einer Falschfarbenüberlagerung auf dem Kamerabild angezeigt werden. Der Vorgang kann automatisch ausgeführt werden, sodass die Maschine den Auftrag markiert, wenn der Gesamtübereinstimmungsgrad den Mindestwert überschreitet. Dieser Mindestwert ist einer von mehreren Parametern, die der Benutzer in den Speicherroutinen für jeden Auftragstyp festlegt. Darüber hinaus kann der Bediener anhand der GUI-Vorschau und der Bewertung entscheiden, ob er mit der Markierung beginnt oder die Position oder Ausrichtung des Werkstücks weiter anpasst, um eine höhere Übereinstimmung zu erzielen. Wenn kein CAD-Modell zum Vergleich zur Verfügung steht, kann die Punktwolke auch in eine 3D-Oberfläche umgewandelt und direkt für die VLM verwendet werden. Da keine teuren Präzisionsvorrichtungen erforderlich sind, ist dies ein ideales Werkzeug für Einzelunternehmer oder Personen, die häufig den Arbeitsplatz wechseln.
„Dieses intelligente System kann sich an unterschiedliche Werkstückpositionen anpassen, ohne dass der Laser oder das Werkstück bewegt werden muss.“
Abb. 3. Mithilfe einer 3D-Kamera kann die intelligente Markierungssoftware vor dem Markieren die Form und Ausrichtung des Bauteils erfassen und eine dreidimensionale Punktwolke erstellen.
Dieses intelligente System kann sich an unterschiedliche Werkstückpositionen anpassen, ohne dass der Laser oder das Werkstück bewegt werden muss, da es mehrere wichtige Parameter berücksichtigt, darunter Projektionsverzerrung, Einfallswinkel, Austrittswinkel und die Ausrichtung der 3D-Oberfläche.
Projektionsverzerrung: Da der Laserstrahl während des gesamten Vorgangs von einem festen Punkt ausgeht, muss das Scansystem zudem die geometrischen Verzerrungen korrigieren, die während des Markiervorgangs auftreten können – siehe Abbildung 4. In der Vergangenheit wurde diese Art der Verzerrungskorrektur häufig bei relativ einfachen Formen wie schrägen Ebenen und Zylindern eingesetzt. Bei frei geformten beliebigen 3D-Formen war dies jedoch nur schwer zu bewerkstelligen. Die aktualisierte VLM-Software beseitigt diese Herausforderung nun, indem sie all diese Korrekturen automatisch durchführt. Abbildung 5 veranschaulicht die Wirksamkeit der Software.
Einfallswinkel: Bei der üblichen Konfiguration der 2D-Markierung ist der Laserstrahl stets nahezu senkrecht (±10°) zur Werkstückoberfläche ausgerichtet, d. h. es handelt sich um einen nahezu „senkrechten Einfall“. Bei der 3D-Markierung kann der Laser jedoch in einem Winkel markieren, der deutlich vom senkrechten Einfall abweicht. Der maximal mögliche Winkel wird durch die Absorptions- und Reflexionsfähigkeit der Werkstückoberfläche bestimmt und als Einfallswinkel bezeichnet. Dieser kann vom Bediener für jeden einzelnen Auftrag individuell gewählt werden, sodass mit demselben Lasermarkierungssystem oder derselben Markierungsmaschine unterschiedliche Materialien markiert werden können.
Spitzenwinkel: Dieser definiert die Grenzen des Markierungsvolumens auf der xy-Achse. Er entspricht im Wesentlichen dem Sichtfeld der Markierungsoptik und der Brennweite der F-Theta-Linse. Das VLM speichert diese Informationen für jede Maschine oder jedes Subsystem, in dem es installiert ist. Es lehnt automatisch jeden Versuch des Bedieners ab, außerhalb dieser physikalischen Grenzen zu markieren, und kennzeichnet dies als „Fehler“.
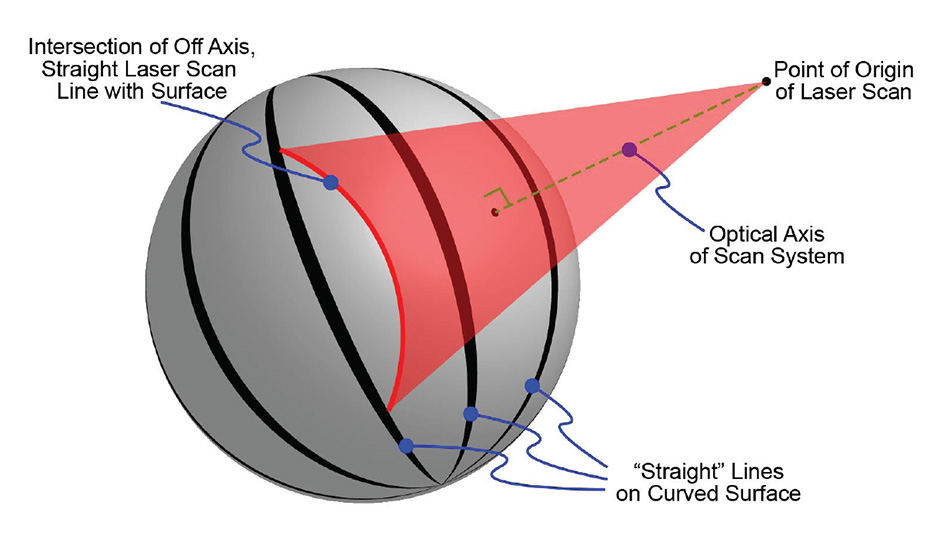
Abb. 4. Beim Markieren einer „geraden Linie“ auf einer gekrümmten Oberfläche unter einem nicht senkrechten Einfallswinkel kommt es zu einer Projektionsverzerrung.
„SmartMap 3D bietet die Einfachheit und Automatisierung einer Benutzeroberfläche mit Schaltflächen und erschließt so das volle Potenzial der Lasermarkierung in Branchen wie der Automobilindustrie, der Unterhaltungselektronik und der Haushaltsgeräteindustrie.“
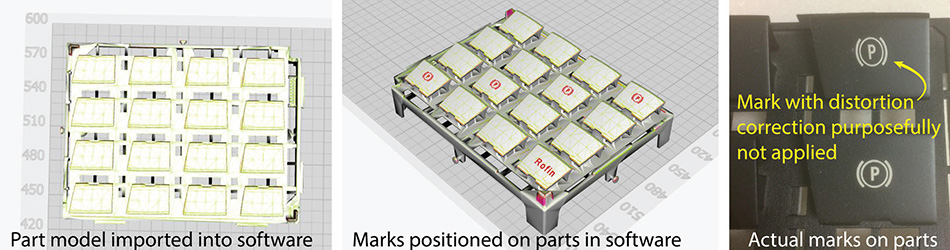
Abb. 5. Um das SmartMap 3D-Markierungssystem Coherent zu verwenden , muss das CAD-Modell des Bauteils in die Software importiert werden; anschließend muss der Benutzer die gewünschten Markierungen auf dem Bauteil platzieren. Die Endergebnisse zeigen, dass eine Verformungskorrektur erforderlich ist, um die korrekte Markierungsgeometrie auf dem Werkstück zu erzielen.
Zusammenfassung
Die Lasermarkierung bietet einzigartige Vorteile bei der Erzeugung von Zahlen, Symbolen, Logos und anderen Grafiken auf nahezu allen Materialarten. Bislang beschränkte sich die Lasermarkierung meist auf ebene oder einfache Formen. Für viele potenzielle Anwendungen war die Markierung auf frei geformten Oberflächen zu komplex und kostspielig. Das hat sich nun grundlegend geändert: Das intelligente 3D-Markierungssystem SmartMap 3D bietet eine einfache Bedienung per Knopfdruck und Automatisierung und erschließt das volle Potenzial der Lasermarkierung in Branchen wie der Automobilindustrie, der Unterhaltungselektronik und der Haushaltsgeräteindustrie.