Weißbuch
„Ein Beitrag zur Elektromobilität: Kupferschweißen mit einem Faserlaser mit einstellbarem Ringmodus“
Überblick
Obwohl Faserlaserdie wichtigste Laserquelle für das Schweißensind, wird ihre Infrarotstrahlung von bestimmten Metallen (insbesondere Kupfer) stark reflektiert, was ihre Wirksamkeit bei diesen Werkstoffen beeinträchtigt. Daher haben sich leistungsstarke Festkörper-Grünlaser als mögliche Alternative für das Kupferschweißen etabliert, da diese Wellenlängen von diesem Metall leichter absorbiert werden. Allerdings weisen diese Grünlaser eine Reihe praktischer Einschränkungen auf, die letztlich zu höheren Betriebskosten führen. In diesem Artikel werden die Ergebnisse kürzlich durchgeführter Kupferschweißtests vorgestellt, dieerfolgreich mit einem neuartigen, abstimmbaren Ringmoden-Faserlaser (ARM)mit hochintensivem Zentralstrahl durchgeführt wurden. Im Vergleich zu handelsüblichen kW-Grünlasern erzielten die hochintensiven ARM-Laser in diesen Tests eine hervorragende Schweißqualität und zeigten bei verschiedenen Schweißgeschwindigkeiten eine bessere Eindringtiefe. Diese Ergebnisse zeigen, dass diese Technologie die vollen Vorteile von Faserlasern für anspruchsvolle Kupferschweißaufgaben nutzen kann: niedrige Kosten, Zuverlässigkeit und Praktikabilität.
Herstellung von Elektrofahrzeugen
Der rasante Aufschwung in der Elektrofahrzeugindustrieist der Hauptgrund für den deutlichen Anstieg der Nachfrage nach Lötlösungen für Kupfer. Im Vergleich zu anderen Metallen weist Kupfer zahlreiche ideale elektrische, thermische, mechanische und kostenseitige Eigenschaften auf, weshalb es in Elektrofahrzeugen (für den Stator des Motors selbst, die Batterie sowie die Stromverteilungssysteme, z. B. Sammelschienen) weit verbreitet ist. Zudem ist bei der Herstellung vieler dieser Bauteile und Systeme das Löten von Kupfer erforderlich.
Obwohl die hohe elektrische und thermische Leitfähigkeit Kupfer zu einer idealen Wahl für diese Anwendungen macht, stellt sie gleichzeitig eine Herausforderung für das Schweißen mit herkömmlichen Faserlasern dar. Konkret bewirken seine elektrischen Eigenschaften, dass es im Nahinfrarotbereich der Faserlaserwellenlängen stark reflektiert. Zudem verfügt es über eine hervorragende Wärmeleitfähigkeit, sodass eine große Menge an Laserenergie erforderlich ist, um das Material zu schmelzen und den Schweißprozess einzuleiten.
Daher ist bei der Verwendung herkömmlicher Faserlaser in der Regel eine sehr hohe Leistung erforderlich, um die für das Schmelzen des Materials notwendige Leistungsdichte zu erreichen. Dieser „Brute-Force“-Ansatz führt jedoch zu einem instabilen Schweißprozess und reagiert äußerst empfindlich auf kleinste Abweichungen der Werkstückoberfläche. Insbesondere lokale Oberflächenoxidation oder geringfügige Unebenheiten der Oberflächenstruktur können zu Prozessinstabilität führen. Dies kann letztlich zu ungleichmäßigen Schweißnähten, einer schlechten Oberflächenqualität und der Bildung von Poren führen.
Festkörper-Grünlaser
Die Absorptionsrate von Kupfer für grünes Licht liegt um fast eine Größenordnung über der für nahes Infrarotlicht. Die Energie aus grünen Lasern lässt sich effizienter in das Werkstück einkoppeln, wodurch ein stabilerer und unempfindlicherer Prozess als bei herkömmlichen Faserlasern erzielt wird. Daher setzen einige Hersteller bereits Hochleistungs-Festkörperlaser mit grünem Licht ein, während weitere Hersteller diese derzeit evaluieren.
Allerdings gibt es beim Einsatz von Hochleistungs-Grünlasern in der Elektrofahrzeugfertigung einige erhebliche praktische Probleme. Einige dieser Probleme sind auf die inhärenten Eigenschaften und den Aufbau dieser Grünlaser selbst zurückzuführen.
Lasermaterialien, die für Festkörper-Grünlichtfasern oder Scheibenlaser verwendet werden, erzeugen Nahinfrarotstrahlung; diese wird mittels Frequenzverdopplung in grüne Ausgangsleistung umgewandelt. Obwohl dieses Verfahren bei Anwendungen mit geringer Leistung (im Sub-kW-Bereich) weit verbreitet ist und große Erfolge erzielt hat, stößt es bei den für die meisten industriellen Kupferschweißaufgaben erforderlichen Leistungsstufen im Bereich von mehreren kW an Grenzen. Konkret liegt der Wirkungsgrad des Frequenzverdopplungsprozesses selbst nur bei etwa 50 %. Daher ist ein 4-kW-Single-Mode-Infrarotlaser erforderlich, um eine grüne Ausgangsleistung von 2 kW zu erzeugen. Die nicht umgewandelte Energie wird in Wärme umgewandelt und muss über einen Wasserkühler abgeführt werden. Dies führt zu einer geringen Energieeffizienz dieser Laser (ein höherer Stromverbrauch verursacht höhere Betriebskosten) und erfordert große Mengen an Kühlwasser. Darüber hinaus kommt es aufgrund der hohen Leistung nach einer gewissen Zeit zu einer Degradation der Frequenzverdopplungskristalle, was bei unsachgemäßer Handhabung zu Zuverlässigkeits- und Ausfallproblemen führen kann. Einige Konstruktionen gleichen dies durch komplexe Strahlablenker und Kristalltemperaturstabilisatoren aus.
„… es bedarf eines 4-kW-Einmoden-Infrarotlasers, um eine Ausgangsleistung von 2 kW im grünen Lichtbereich zu erzeugen.“
Ein weiteres praktisches Problem bei Grünlasern besteht darin, dass herkömmliche Glasfasern, die für die Strahlübertragung verwendet werden, durch das grüne Licht leichter verdunkeln, was ihre Lebensdauer verkürzt. Spezielle Glasfasern für grünes Licht können dieses Problem zwar lösen, sind jedoch teurer und schwerer zu beschaffen. Der Verdunkelungseffekt verstärkt sich zudem mit zunehmender Faserlänge. Aufgrund dieses Problems darf die Faserlänge derzeit 10 m nicht überschreiten, was die Flexibilität bei der Anordnung der Laser in Produktionsumgebungen einschränkt. Darüber hinaus ist die maximale Ausgangsleistung handelsüblicher Hochleistungs-Dauerstrichlaser für grünes Licht derzeit auf 2 kW begrenzt.
Die meisten Industrielaser strahlen im nahen Infrarotbereich, weshalb die gesamte Infrastruktur, die sie unterstützt, auf dieser Wellenlänge basiert. So ist beispielsweise die Auswahl an Bearbeitungsköpfen für Grünlaser begrenzt, und diese müssen in der Regel maßgefertigt werden. Ebenso werden optische Komponenten wie Hilfslinsen und Schutzglas meist für Infrarotlaser verwendet. Daher müssen Hersteller, die bereits Infrarotlaser einsetzen, möglicherweise größere Bestände an Ersatzteilen und Verbrauchsmaterialien vorhalten, um den Einsatz von Grünlasern in ihren Betriebsabläufen zu ermöglichen, ohne dass es zu Verzögerungen bei der Wartung oder zu Betriebsausfällen kommt.
HighLight™ ARM-Faserlaser
Faserlaser weisen einen deutlich höheren elektrischen Wirkungsgrad auf als Festkörper-Grünlaser. Das bedeutet, dass sie zur Erzeugung einer bestimmten Ausgangsleistung weniger Strom benötigen und weniger Abwärme erzeugen. Dies senkt die Betriebskosten und vereinfacht die Kühlung. Zudem sind Faserlaser äußerst zuverlässig. Darüber hinaus lässt sich ihr Infrarot-Ausgangssignal unmittelbar über Glasfaserkabel übertragen. Trotz dieser idealen Eigenschaften finden sie jedoch aufgrund der zuvor genannten Probleme beim Kupferschweißen keine breite Anwendung.
Coherent hat Coherent die HighLight-Serie von einstellbaren Ringmodulations-Faserlasern (ARM)auf den Markt gebracht und damit die Vorteile dieserkostengünstigen und praktischen Lichtquellenin Anwendungsbereiche gebracht, in denen herkömmliche Technologien nicht ausreichen. In der Regel müssen bei diesen Aufgaben die räumliche Leistungsverteilung und die Leistungsdichte auf der Arbeitsfläche sorgfältig gesteuert werden, um eine gute Schweißqualität zu erzielen (Reduzierung von Spritzern, deutliche Verringerung von Rissen und Senkung der Porosität). Typische Beispiele sind das spaltfreie Schweißen von verzinktem Stahl, das spritzarme Schweißen von Antriebskomponenten sowie das rissfreie Schweißen von Aluminium-Aufhängungskomponenten ohne Zusatzwerkstoff.
Diese präzise Steuerung der räumlichen Leistungsverteilung wird durch den einzigartigen Ausgangsstrahl des ARM-Lasers ermöglicht, der aus einem zentralen Lichtfleck besteht, der von einem weiteren konzentrischen Laserring umgeben ist. Die Leistung im Zentrum und im Ring kann je nach Bedarf unabhängig voneinander angepasst und moduliert werden, wodurch eine feine Steuerung der Dynamik des Schmelzbads ermöglicht wird.
Coherent HighLight-ARM-Laser Coherent sind mit unterschiedlichen Verhältnissen von Kern- zu Ringdurchmesser sowie verschiedenen Leistungsstufen erhältlich und können an spezifische Anwendungen angepasst werden. Der Kerndurchmesser ist von 22 µm bis 100 µm konfigurierbar, der Ringaußendurchmesser von 140 µm bis 200 µm.
Für das Kupferlöten ist ein zentraler Strahl mit hoher Intensität und hoher Leistung erforderlich. Dieser liefert die Energie, die zum einfachen Schmelzen des Materials benötigt wird, obwohl dessen Absorptionskoeffizient relativ gering ist, während der ringförmige Strahl zur Stabilisierung des Schmelzkanals beiträgt. Das Ergebnis ist, dass der Schweißprozess unabhängig von den Oberflächenveränderungen des Werkstücks konsistent eingeleitet und aufrechterhalten werden kann, wodurch die Einschränkungen herkömmlicher Faserlaser überwunden werden.

Abb. 1: HighLight FL4000CSM-ARM-Faserlaser.
„Für das Löten von Kupfer ist ein hochintensiver, leistungsstarker Lichtstrahl erforderlich.“
Ergebnisse des Kupferlötens
Coherent führten eine Reihe von Kupferschweißversuchen Coherent einem ARM-Laser durch, der über einen hochintensiven zentralen Lichtstrahl mit einem Durchmesser von 22 µm sowie einen ringförmigen Lichtstrahl mit einem Innendurchmesser von 100 µm und einem Außendurchmesser von 170 µm verfügt. Der Laser wurde mithilfe eines Fernbearbeitungskopfes mit einem Vergrößerungsfaktor von 1,4 fokussiert, wobei Stickstoff als Schutzgas und als seitlicher Strahl eingesetzt wurde. Das geschweißte Material war reines Kupfer. Bei allen Tests betrug die Laserleistung 4 kW, wobei 1,5 kW auf den zentralen Strahl und 2,5 kW auf den Ringstrahl entfielen. Das Foto (Abb. 2) zeigt den Versuchsaufbau.
Durch Variieren der Fokusposition wurde schließlich festgestellt, dass die beste Schweißqualität erzielt wird, wenn der Fokus 1,5 mm über der Materialoberfläche liegt. Konkret stellt diese Position einen geeigneten Kompromiss zwischen Einbrandtiefe und Schweißqualität dar. Bei direkter Fokussierung auf die Materialoberfläche erzeugt der ARM-Laser zwar eine größere Einbrandtiefe, doch die daraus resultierende Oberflächenqualität der Schweißnaht und die Spritzerbildung sind für typische Anwendungen in Elektrofahrzeugen unzureichend. Bei Verwendung der geeigneten Fokussierposition (1,5 mm über der Oberfläche) sieht das Strahlprofil auf der Arbeitsfläche wie in der Abbildung dargestellt aus.
„Infrarot-ARM-Laser bieten eine doppelt so große Durchschweißtiefe“
Die Abbildung zeigt den Zusammenhang zwischen der Durchschweißtiefe und der Schweißgeschwindigkeit bei einer Kupferdicke von 2 mm unter den zuvor beschriebenen Bedingungen. Zum Vergleich wurde unter denselben Bedingungen auch ein 2-kW-Grünlichtlaser getestet. Da der 4-kW-Infrarot-Faserlaser nur eine Grünlichtleistung von 2 kW erzeugt, wurde eine geringere Grünlichtleistung verwendet. Die Vergleichsergebnisse zeigen, dass der Infrarot-ARM-Laser bei unterschiedlichen Schweißgeschwindigkeiten eine doppelt so große Durchschweißtiefe erzielt.
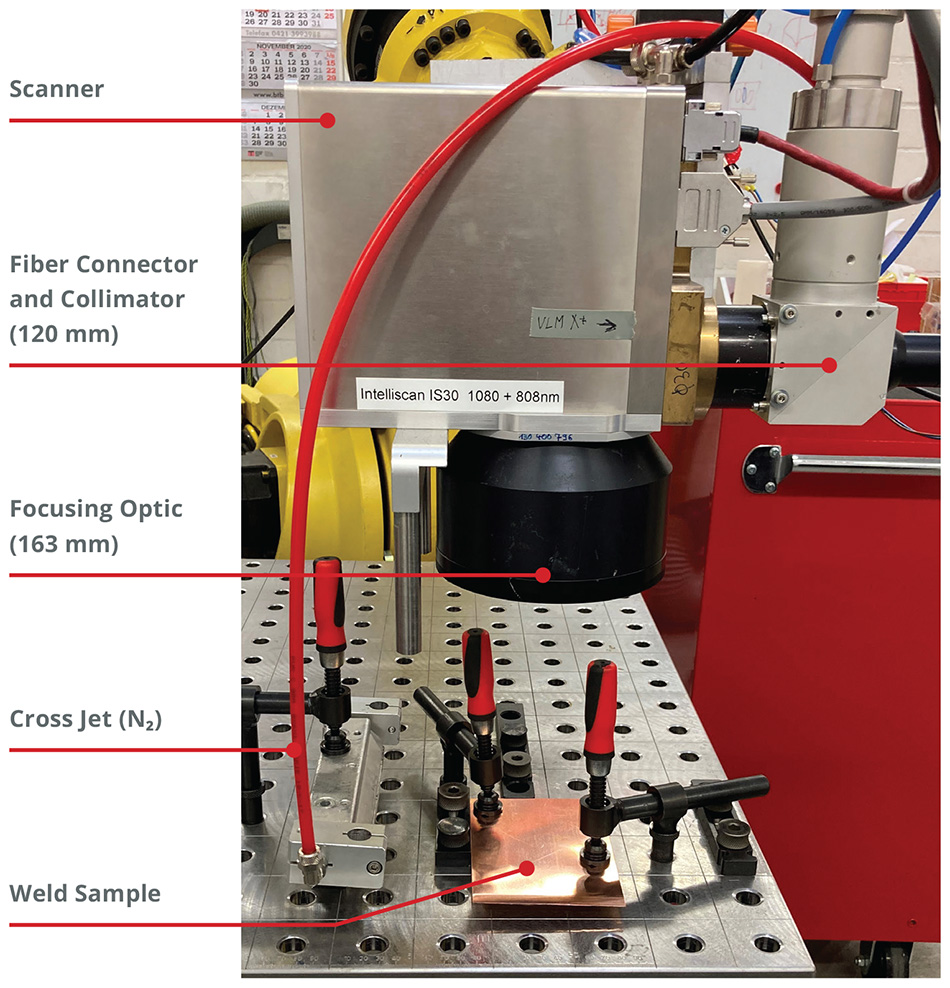
Abb. 2: Hochleistungs-ARM-Faserlaser-Schweißstation mit Scankopf und Abschirmdüse.
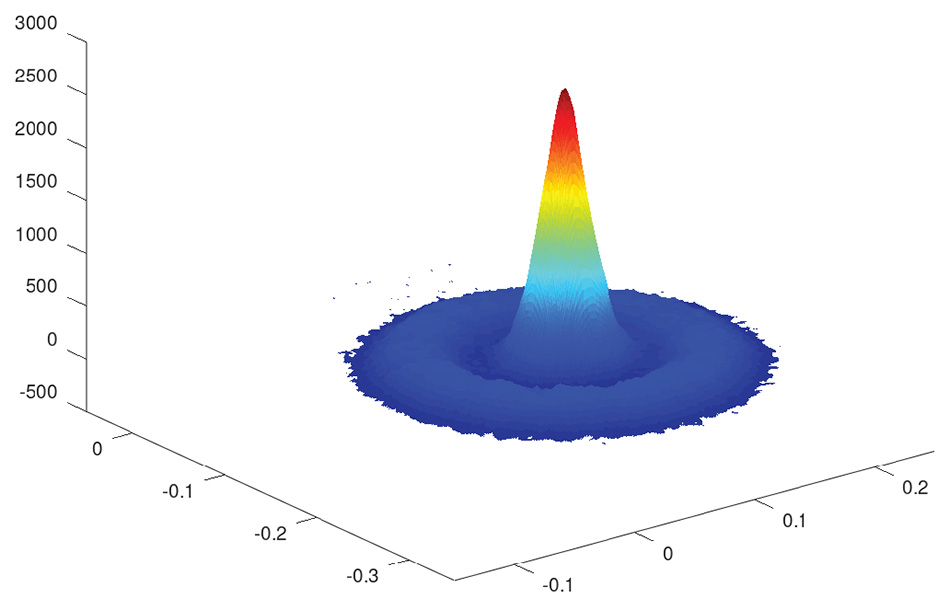
Abb. 3: Strahlprofil des ARM auf der Arbeitsfläche bei einer Laserbrennweite von 1,5 mm über der Arbeitsfläche (Zentrum 1,5 kW, Ring 2,5 kW).
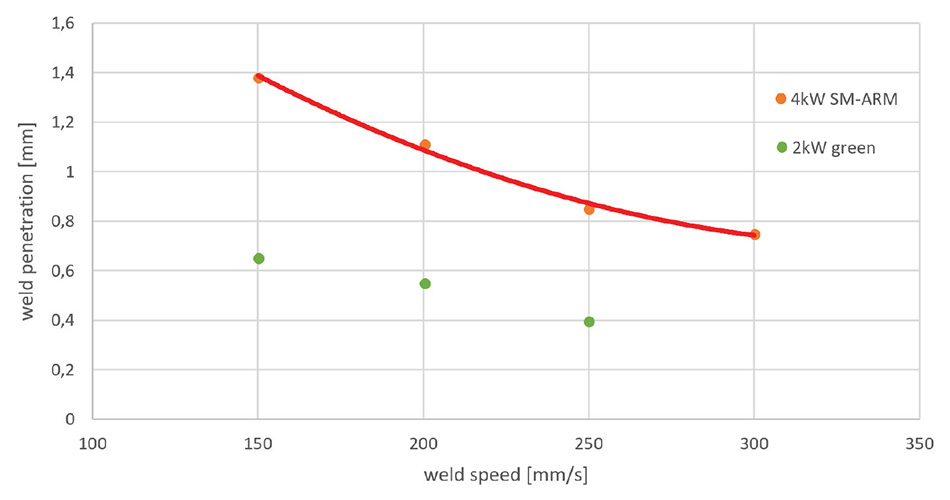
Abb. 4: Durchschweißtiefe eines 4-kW-ARM-Lasers im Vergleich zu einem 2-kW-Grünlicht-Faserlaser.
Schweißleistung
Zudem wurde die Schweißeffizienz des ARM-Lasers gemessen und mit den zuvor veröffentlichten Schweißergebnissen des 2-kW-Grünlichtlasers verglichen. Bei beiden Schweißnähten wurde Stickstoff als Schutzgas verwendet. Die veröffentlichten Daten zum Grünlichtlaser zeigen, dass bei einem (konstanten) Schweißnahtquerschnitt von 0,5 mm² eine Eindringtiefe von etwa 1 mm erreicht wird. Mit der Konfiguration des ARM-Lasers lassen sich die gleichen Ergebnisse erzielen. Konkret sind hierfür eine Ausgangsleistung von 3,5 kW und eine Schweißgeschwindigkeit von 300 mm/s erforderlich, während die Schweißgeschwindigkeit des 2-kW-Grünlichtlasers bei 200 mm/s liegt. Nach Normalisierung dieser Ergebnisse ergibt sich für den ARM-Laser eine lineare Laserleistung von 10 J/mm, während die lineare Laserleistung des Grünlichtlasers bei 11,8 J/mm liegt. Daher ist die Schweißeffizienz des Grünlichtlasers geringfügig höher. Trotz dieses geringen Effizienzunterschieds bietet der ARM-Laser jedoch eine höhere Gesamtleistung und kann somit mit einer deutlich höheren Schweißgeschwindigkeit arbeiten.
Oberflächenqualität
Ein weiterer wichtiger Aspekt ist die Oberflächenqualität. Herkömmliche Faserlaser können zwar Kupfer schweißen, reagieren jedoch sehr empfindlich auf Veränderungen der Oberflächenqualität. Das Foto zeigt Schweißnähte, die mit einem Hochleistungs-ARM-Laser auf sandgestrahlten und polierten Kupferoberflächen hergestellt wurden. Das Verfahren liefert auf beiden Oberflächen gleichbleibende Ergebnisse, ohne dass die Schweißqualität beeinträchtigt wird.
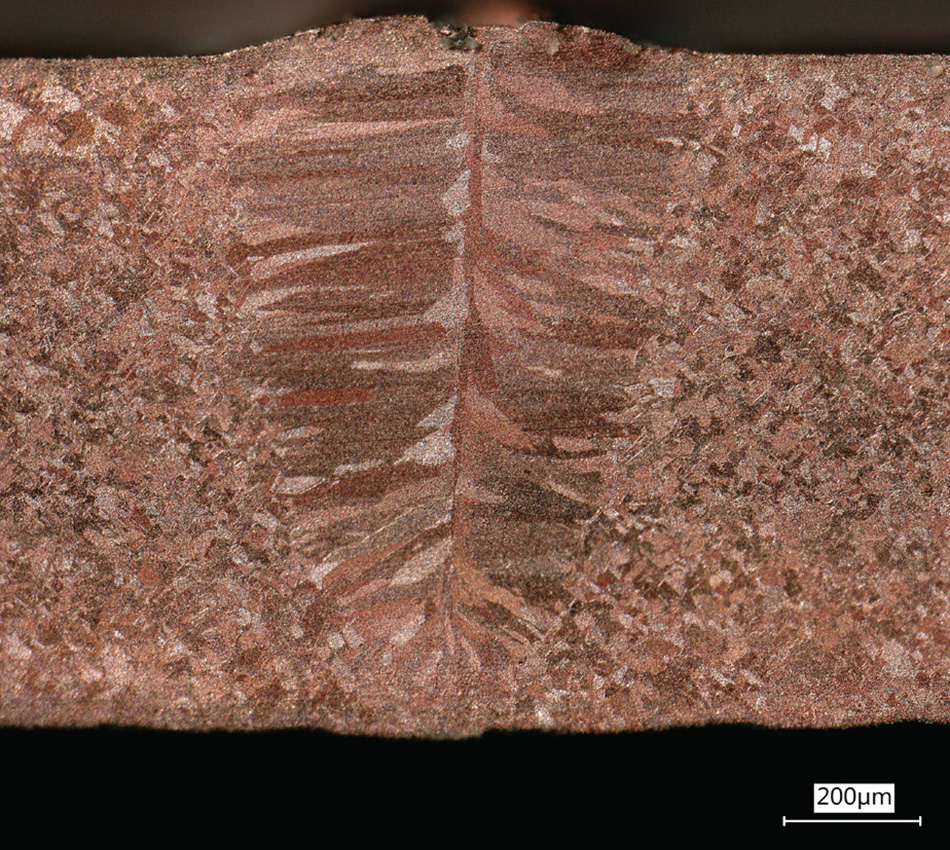
Abb. 5:Querschnitt einer Kupferschweißnaht, erzeugt mit einem hochleistungsfähigen Infrarot-ARM-Laser mit einer Ausgangsleistung von 3,5 kW und einer Schweißgeschwindigkeit von 300 mm/s.
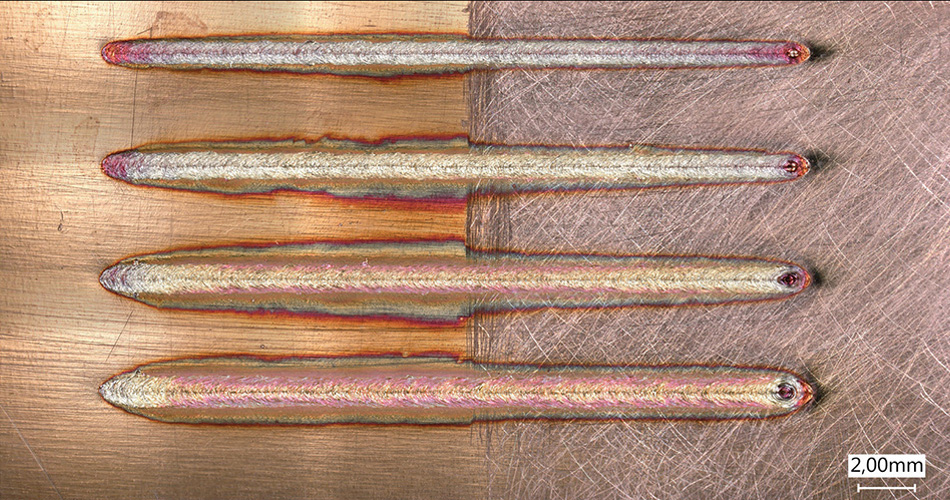
Abb. 6:Gleichmäßige Schweißnähte, die mit einem 4-kW-ARM-Laser bei unterschiedlichen Geschwindigkeiten (von oben nach unten 300–150 mm/s) auf glatten und sandgestrahlten Kupferoberflächen erzielt wurden
Schlussfolgerung
Diese Tests zeigen, dassCoherent , hochleistungsfähige ARM-LaserCoherent eine praktikable Lösung für die anspruchsvollen Kupfer-Schweißanwendungenim Bereich der Elektrofahrzeugedarstellt. Die Durchschweißtiefe und die Bearbeitungsgeschwindigkeit entsprechen den aktuellen Produktionsanforderungen oder übertreffen diese sogar. In der Vergangenheit schränkten Probleme hinsichtlich der Oberflächenqualität und der Prozessinstabilität den Einsatz von Faserlasern beim Kupferschweißen ein;der ARM-Laser umgehtdiese Probleme. Dieser neue ARM-Laser vereint die Vorteile der Kosteneffizienz, Zuverlässigkeit und Praktikabilität, die Faserlaser zur ersten Wahl für viele andere industrielle Anwendungen machen, und bringt all diese Vorteile schließlich auch in anspruchsvolle Kupfer-Schweißaufgaben ein.
